| The Renewables Gap: The Political Challenge of Affecting a Societal Transition to Renewable Sources of Energy Revisited | The Oil Drum | Drumbeat: July 2, 2010 |
BP's Deepwater Oil Spill - Mud Motors and PDC Bits - and Open Thread
Posted by Heading Out on July 1, 2010 - 10:40am
This thread is being closed. Please comment on http://www.theoildrum.com/node/6684.
Today’s post will largely deal with the development of two tools, the mud motor and the drill, which will allow John Wright to make the connection, discussed yesterday, between the relief well (RW) and the Deepwater Horizon well (WW) that is "wild". But first an update:
The swells from Hurricane Alex have reached the Deepwater Horizon site, and the hard connection between the Lower Marine Riser Package (LMRP) and the drillship means that the cap over the well is seeing some slight movement with the waves. This may soon have an impact on the collection efficiency. This is already suffering some impact due to weather – after reaching levels of about 25,000 bd.
For the first 12 hours on June 30 (midnight to noon), approximately 6,085 barrels of oil were collected and approximately 4,145 barrels of oil and 24.9 million cubic feet of natural gas were flared.
On June 29, total oil recovered was approx. 25,220 barrels:
approx. 17,025 barrels of oil were collected
approx. 8,195 barrels of oil were flared
and approx. 57.4 million cubic feet of natural gas were flaredOil collection volumes were lower on the Enterprise on June 30th due to lightening storms from 9am until 11:45am CDT
The major impact, however, is likely to come from the delay in the changing of the well cap, and the connection of another tap of oil from the well, through the kill line.
In Wednesday’s press briefing Admiral Allen noted this:
The conditions on scene at the wellhead right now are winds between 17 and 22 knots and we have a sea state of about seven feet. In the next 24 hours, we look for that to diminish slightly the wind to 12 to 14 knots and over the next 24/36 hours to have the wind drop—the sea state drop to about six feet.
The major impact on the operations out there right now have to do with hooking up the third producing vessel the Helix Producer, which was anticipated to have been done right about now but has been delayed because of the ability to hook up to the flexible hoses been prohibited by the sea state. But we are able to continue the production that’s going on out there and last night over the 24 hour period that ended at midnight we produced 25,000 barrel—over 25,000 barrels.
And while I am becoming more cautious over taking a lot of the Admiral’s remarks with a great deal of confidence, I think that when he gives numbers these are more likely to be correct. And thus we learn that:
The Development Driller 3 is within 16 feet of the well bore continues to go down 2 or 300 feet at a time continues to close the well bore. Put electrical sensing device down to check the magnetic field to find out exactly how far they are away. They’re in their third series of what they call these ranging activities.
And they’ll continue to do that over the next several weeks as they get to the optimal point where they can turn and actually intercept the wellhead.
(As I noted yesterday, BP say they are only drilling 125 ft before running another test and they will proceed until they are 5 ft away.)
Once the wave action drops below about 3 – 5 ft then the cap on the well will be replaced. They have to undo 24 bolts to do this and that will need almost a calm sea to get the old riser end off the well, and the new cap in place – since it has to be lowered into place from a ship on the surface. Once the new cap is in place, the risers for additional collection are also available for hook-up. The new connections already in place will also allow the vents on top of the existing cap to be closed, at least partially, as oil and gas are diverted to the Helix Producer. (The decision has to be approved by Secretaries Salazar and Chu, however, before it can be implemented.)
One thing that I think is worth mentioning over the change in cap designs is that the new cap seals at the BOP. Thus when the mud starts to flow into the well from the bottom, it will also flow up the riser pipes toward the surface. Thus the additional gain in pressure from that height of a mile of mud – over the seawater pressure at present – will act to help raise the pressure at the bottom of the well and kill it.
The Admiral noted that the Jones Act will only come into play if those vessels which are skimming out in the Gulf need to flee to an American harbor during a Hurricane. This only affects the 4 or 5 foreign vessels that are actively working. The speed of Government action is, however, illustrated by his remarks that
Out of the 68, government-to-government offers to date 35 appear to be equipment or resources that we could use. We’ve accepted nine of those offers already and 24 of those offers are being processed right now through the State Department for acceptance. This is an ongoing process has been from the start but wanted to give you an update here.
Of the 39 private offers, it looks like 30 of those are equipment or types of materials that we could use. Those have been provided to our folks that are out there acquiring whatever it is booms, dispersants, or skinny material and they become part of the broader source of supply that we’re pursuing in trying to resource our operation moving forward.
The Admiral is now retiring, and returning, pro tem, as a civilian employee.
Yesterday, I mentioned the procedures that John Wright, who is in charge of drilling the relief well, had previously used, and described in his company brochure.
His company (later sold to Boots and Coots) also put out a primer on blowout control. One chapter of this dealt with the use of relief wells, and explains how the development of detection technology and kill fluids has made the technique more viable and effective. It is noted that build rates of 20 deg/100 ft are now available, positional accuracy of 5% of the standoff distance are achievable. The RW will be 5 ft from the wild well (WW) so that this gives a precision of measurement of 3 inches.
There is not that much more on the tools to make the connection, however, so let me very basically comment on how a mud motor, or to give it the more technical name, a turbine motor works. I am doing this anticipating that there aren’t that many folks that have gone through the Tech Talks that have covered these issues in the past, and so there will be a little repetition from the talk on down-hole motors in what follows.
The idea of putting a motor directly behind the drilling bit was not new, the first Russian turbine drill having been designed in the mid 19th century; however, it required a number of stages before the design could turn out enough power. And the first patent for an American downhole turbine was granted in 1873.
For those who are not familiar with a turbine drilling motor, essentially it consists of a set of fixed turning vanes at the top of the motor (the stator vanes) which direct the flow of mud going down the hole to flow onto a second set of vanes (the rotor vanes) which are pushed around by the flow, causing the drive shaft to which they are connected to rotate.
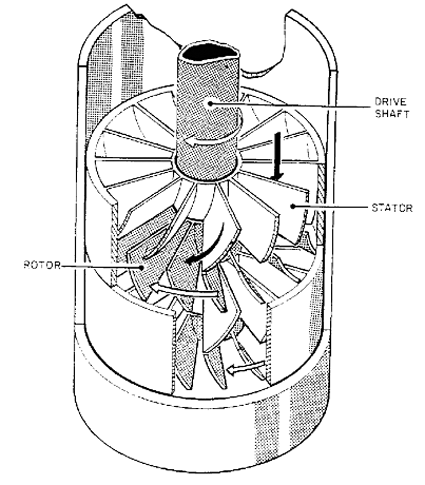
By combining a series of these stages together into a multi-stage turbine considerable torque, and speed, can be passed to the drilling bit which is attached to the rotating drive shaft.

Putting the motor at the bottom end of the drill string had a couple of other advantages. One is that it allows the hole to make angle, i.e. to turn in a tighter radius than if the whole pipe were rotating. While conventional rotary rigs can build angle at only 10 degrees per 100 ft, with a down hole motor the angle can build at 13-15 deg per 100 ft.
The Russian idea took a while to catch on in the West and to his credit, a guy in Houston called Bill Maurer, had a fair bit to do with that. Time and technology have however moved on a bit since then, and Bill’s company was acquired by Noble Drilling Corp so I can’t pass on links to the firm.
With the advent of down-hole motors there is no need to have the complexity of joining 30-ft lengths of drill pipe together to deliver power to the end of the bit. This had always been constrained by the steel strength and joint limitations. Now that could be designed out, and the power could be delivered to the bit hydraulically through the mud, since this could be used to drive the motor.
Later motors have included positive displacement designs, such as the progressing cavity motors which Dyna-drill illustrates with an animated figure at their web site.
For those interested in relative performance, and the gains that technology can bring there is a case study available of a well drilled with a down-hole motor and PDC bits with a rate of penetration (ROP) of 93.5 ft/hr.
Turbine motors work best at higher speeds, but to create the chips and achieve effective drilling with conventional tri-cones, rotation speeds had historically been slow. And the problem remained of creating the high thrusts across the bit that were required for this type of drilling, when the motor turned faster.
One answer came in response to a second problem. As the rocks that have to be drilled became harder, so the forces used to cut through them also went up, causing a materials problem. The materials used to make the drill bits were either wearing out, or teeth were being broken out as the bits pushed through the rock.


Until now, we had tried to break the rock in compression by pushing the tooth into the rock. But if, instead, we dragged the bit across the rock without trying to chip it, in the same way as a metal-cutting bit on a lathe peels off a layer of metal, maybe we could lower the forces on the bit.
And if we used a diamond tool to do this, then while each diamond insert would only remove a very small amount of rock, we could impregnate a whole bit face with small diamonds (much cheaper than the single stone you buy for the intended, since they are much smaller, and more common). These diamonds can be dragged over the rock face and slice off very thin layers, but can do so when moved at a very fast speed. Putting the two together meant that a new drilling concept could be developed, and a new drilling bit.

The next development came about with the development of larger polycrystalline diamond compacts (PDC's or PCD's depending on your level of technical correctness). By making these larger diamond coated discs and setting them on the drill bit it was easier to circulate the mud so that it kept the diamonds cool.
The diamond is a thin layer on the face of the disc, that is formed at extremely high temperature and pressure, at the time that the small cylindrical insert itself is formed from tungsten carbide powder. The cylinders, and their distribution can be seen in this typical bit layout.

This is important since, if you get the temperature of the inserts (which might each be quarter to half-an-inch in diameter or more) above about 300 to 400 degrees, the diamond starts to soften a bit and wears faster. In this regard the design of these bits is still not perfect, but it has become better.
In particular PDC bits can cut through metal as easily as they cut through rock. And thus they have been used, for example as “junk mills” tools specially designed to cut up metal pieces that might, for one reason or another fall into, or break-off in, a well. It is this metal cutting ability that will be used in the Deepwater Horizon application.
The bit that will be used appears to look a lot like the one I illustrated last, and will be run into and along the old casing and cement, at a high enough intercept angle that it won't bounce off (greater than about 15 deg) but grind through both to open a window of access for the mud in the RW to flow into the WW and kill the well. This is the initial plan. If it doesn't work, for whatever reason, possibly not getting the RW into exactly the right alignment and distance, then the intercept could be carried out from the RW using the shaped charges on a wireline, that I mentioned in the earlier posts on the topic.
Contact
- Content: editors at theoildrum dot com
- Tech support: support at theoildrum dot com
License

This work is licensed under a Creative Commons Attribution-Share Alike 3.0 United States License.
Prof. Goose's Comment:
A continued humble and sincere thank you to all who have donated thus far. It will help us pay for the fourth server we brought online to accommodate the increased traffic. (See point 3 below.)
1. The Oil Drum is a special place. We strive to maintain a high signal to noise ratio in our comment threads. Short, unengaging comments, or comments that are off topic, are likely to be deleted without notice. (to be clear--engaging, on point humor and levity, more than welcome.)
We are trying to perform a service to the public here to coordinate smart people who know their stuff with other people who want to learn about what's going on. Promotion of that ideal will be the criteria by which we make our decisions about what stays and what goes.
Flame wars, polemic exchanges, and other content deleterious to the community will be removed, either by an editor or by the community through its moderation process.
2. If you see a problematic comment USE THE COMMENT MODERATION SYSTEM--see the "Flag as inappropriate" and (?) beside it? Learn more there. If you see comments that are questionable after you've done that (that aren't being removed), let us know at the eds email address.
It is up to this community to enforce the norms we have established here (a high signal to noise ratio), keep. it. up.
Our guide to commenting at TOD can be found here: http://www.theoildrum.com/special/guidelines . Please check it out if you are unfamiliar with it, but it is essentially 1) citations welcome (if not necessary), 2) be kind to others, and 3) be nice to the furniture.
3. We have gotten a lot of queries whether this bump in traffic is adding costs to keep the site functioning. Truth is, yes, we are incurring added expenses from these events. It is also true that we try not to beg from you very often as we are not the types to bother you with constant queries.
That being said, if you are inclined to help out, your support is always welcome and very much appreciated. To those who have already given, thank you very much.
You can find the donate button in the top left hand corner of the main page.
4. If you have come here to vet your plan to kill the well, understand that you will be queried on whether or not you have read the other 10 previous comment threads and all the myriad plans that have already been run by the kind folks in this room; if you have actually read all 10 comment threads and still think your plan has legs, well, then maybe yours really is the one that will save the Gulf of Mexico.
This is not to say that well considered questions about current attempts and modifications to those attempts are not welcome; they are. But try to place them in context and in what's actually going on, as opposed to your MacGyver dream solution where you have a 10 megaton bomb, an ice pick, and Commander Spock at your side.
5. Also, if you're looking for live chat to talk about the ROV/LMRP video, etc., and are IRC capable, go to freenode, the channel is #theoildrum
(google MIRC and download it; Hit the lightening bolt and fill in your info; select the server as "freenode" (it is in the server list), hit connect; when connected type /join #theoildrum)
or you can get there just via a browser: http://webchat.freenode.net / Just enter a nickname and #theoildrum in the boxes; then when connected type /join #theoildrum)
6. Don't be afraid to go back and read the last couple of open threads yesterday and today before you start on this thread. They are really good, and will likely catch you up if you have been out of the loop for a while. We shut down threads when we get to 300-400 comments, as it's really unmanageable. Lots of good stuff in there though.
I have noticed a few posts, some by Gobbet come to mind here and here that seem to dispute / defend / deny that bureaucracy/politics is delaying the response. Others have used terms such as Urban Legend to dismiss the idea that there have been unnecessary delays here.
I responded to one of G's posts here and would also be interested in comments on these current articles here and here regarding "A Whale". Also the announcement from the State Department on June 29 (as in Day 70) that they finally would accept offers from 12 countries of the 27 that offered assistance.
(this was posted at the end of the prior thread)
You know, all current leases should be voidable by the licensing agency because of fraud in the procurement. At a minimum, every lease holder should be required to come up with proof of how they would NOW handle an unanticipated release. We have all seen how they just made things up and how there is no longer any capacity for supplying recovery equipment.
That's a good point, why does the President have to ban drilling? "All deep water permits are suspended due to an ongoing investigation" is all the MMS has to say. BP is causing this problem by not admitting to it's mistakes, which, if identified, would let safe drilling in deep water continue.
Actually the feds have always had the power to suspend all drill permits as well as void any leases. Not without precedence: many years ago leases were granted in the Destin Dome area off FL. After a lengthy legal battle the feds cancelled many of those leases and gave the bonus money back. They also have no obligation to approve new drill permits for 6 months...no court order required. That's just the normal processing time they are allowed. Of course, there's the financial pressure on the feds: the OCS leases provide many billions in royalty and lease bonuses every year. Which makes it all the more mystifying why the gov is taking so long to investigate. The committee isn't scheduled for the initial meeting for another couple of weeks. All the data and the witnesses have been available for analysis within a couple of days of the explosion. As it stands now the gov won't even begin its investigation until 3 months after the incident. I get the sad feeling the feds are caught like a deer in the headlights and just don't how to move forward at the rapid pace this situation requires IMHO.
I get the sad feeling the feds are caught like a deer in the headlights and just don't how to move forward at the rapid pace this situation requires IMHO.
Rockman - I think what we are seeing is the political commissars (lawyers) delaying any public investigation because of that hoary legal maxim:
"Never ask a question to which you do not expect that answer."
There's too many competing and conflicting interests - all with oodles of cash attached - and too many self-interested biases to move forward in an expedited manner. Unfortunately, Mother Nature cares little about the concerns of Man and will act in Her own way at Her own speed.
If I had a magic wand to wave, I'd shut down DC and everything there, and let BP and crew get this done. I know they caused this mess, but I also think they know it's in their own best interest to cap this as soon as possible and mitigate any damage to the best of our ability. The only thing I want out of DC is publicly-open monitoring and reporting of BP's activities. Fat chance!
Many thanks to you, Heading Out, and the rest of the TOD team for sharing your knowledge and experience. Cheers.
OK, but why not shut just one down to show that they have the power. If things are left as they are, there is no incentive to get ready for the next release. The oil companies will wait at least until all of the investigations are done. Then, they will study how well Mother Nature responded. And, then Congress will have hearings before passing some law that is prospective only.
Really, I think efforts should be made to get them as ready as they need to be. If the concerned parties realize that they can lose it all, they might act more quickly and do the good engineering they are capable of.
As to giving back their license fees, I would argue that there is no need to because the public has been defrauded. At a minimum, hold the fees in escrow pending satisfactory proof that they are ready.
Tango -- actually the MMS has shut down drilling ops in the past on a per rig basis. Don't know that stat but I doubt is has happened very often. Usually the violators "get ink". The ink brings fines and get enough ink and they will shut you down. But I think full op shut downs have been rare. But all the operators knew it could happen at any time so I don't think a current example would make much difference.
As far as being ready per se individual companies have never been ready nor will ever be ready. There is a consortium, called Clean Gulf Associates, that is responsible for spill cleanup. All the offshore operators are mandated by the feds to join CGA and pay annual fees as well as individual well fees to financially support CGA. And this is another tricky area for the MMS: the CGA capabilities are mandated by the gov...not the industry. If the gov wanted CGA to have twice the response capability it had the day the BP explosion occurred all the MMS has to do is so order it. Obviously the spill response capability was never designed to handle what's going on in the GOM right now. But the existing capabilities were jointly designed by the industry and the feds. IOW there a lot of room to spread the blame around IMHO.
Rockman: "Obviously the spill response capability was never designed to handle what's going on in the GOM right now," and "Obviously the spill response capability was never designed to handle what's going on in the GOM right now,"and "Obviously the spill response capability was never designed to handle what's going on in the GOM right now." Says it all.
But but but--the cleanup contractors had the ability to skim 400,000 bbl/day!
Let me try one more time.
We need a better state of preparedness by the drillers, explorers, leaseholders. I think it would help to make them know that all of their leases might realistically be pulled – not just an academic understanding, but a real fear.
How could this be achieved? What effects would it have?
The US government should select a target lease and pull it. Obviously, there are a large number where there was fraud in the procurement. We [they] pull out the stops and win this case – showing that it can be done.
The owner of the canceled lease would then have to guarantee [trust but verify] that they can deal with a release of 100,000 bpd for a time extending for twice the time necessary to drill a relief well. Rules would then be simultaneously published laying out the new standards for all wells similarly situated. Look, they did guarantee that they could clean up any spill. They lied. They will not be able to say that the “spill response capability was never designed to handle what's going on in the GOM right now” and was approved before the lease with the government knowing that. This was fraud on an industry-wide scale. We get to keep the license fees and any royalties.
But, we get the industry and all of its members, jointly and severally, to become responsible citizens. They will never again be caught with there pants down.
Can we afford it? Can we not afford it?
We will get, in addition to a fairly valuable guarantee that we can handle the next one, with a great number of jobs paid for out of the oil profits. The jobs would come in two waves – the first to make more booms, skimmers and the like; and the second would come with more downstream jobs.
Who will pay? We all will by slightly higher oil prices, but the increase cost of oil will maintain incentives for more of that Green technology and the jobs that could go with it.
I would like to see this idea heard by and responded to by our government, which I understand is a bit overloaded right now. But, we are not prepared for the next one, and this idea might be used as an incentive to get ready and could be justified by the American jobs.
Given support by prestigious members of this blog could help:
1. assure future preparedness,
2. create new jobs.
Money means nothing to these people. Their paychecks and pensions are guaranteed by taxpayers and "flight to safety" bondholders. You and I have to work for a living. They don't.
http://www.theoildrum.com/node/6644#comment-664237
It almost looks like the US is playing for time, so I have to wonder why. The only answer that makes sense to me is that they are terrified of having a second blowout before the first one is resolved. The US probably has some idea of what happened and why, but I doubt they feel comfortable that they know how to prevent or at least reduce the risk of another accident. The US can't yet be sure that they can recover all the costs from the responsible parties, since the size of the costs is not yet clear. What if BP had a second accident? Could they pay for a second catastrophe?
So I think there was a kind of rough and ready calculus that exploration is more hazardous, and has less immediate benefit, than production. Therefore, no exploration until we figure this thing out. Who cares what the National Academy of Engineering says, they don't have the same set of responsibilities as the Cabinet.
Thank you for presenting this perspective and articulating it so well. It is a mature, sober, appropriately conservative and responsible perspective, exactly what you would want the govt. to be after a disaster of such magnitude.
Such an initial approach can and should be fine-tuned to actual risk as information is processed. And I think some tuning can be made that will narrow the scope of the moratorium without increasing the risk. But the initial step has to be broad enough to cover all of the bases. While i think a narrower moratorium is warranted, i do not fault the gov. for imposing what they did. It was targeted to the risk, and only 33 rigs. Not bad for first stab., although yes they could have done better. They could have done more to address the economic damage and hardship the moratorium would cause as well. But that's going to be big unless limited to certain workers' wages only.
"BP is causing this problem by not admitting to it's mistakes, which, if identified, would let safe drilling in deep water continue."
There is no such thing. Tens of thousands die each year in cars wrecks. Cars are not "safe." Airplanes are not safe. Etc. Drilling is not safe, and never will be.
The question is one of risk assessment, not safety.
Cheers
Well put ccpo. That's why I've expressed my personal opinion that offshore drilling is neither right nor wrong. Such a judgement is dependent on one's position in the matter. It's a choice the public/govt has to make: risk vs. benefit.
Context and systems thinking on a global scale provides the answer: deep water drilling is now "wrong" because of the risks to the environment at a time when the environment is already stressed to the point of reaching critical nodes, or tipping points. Additionally, the growth paradigm oil has made possible is now known to be a fallacy, and tamping that down ASAP is vital.
Crisis is opportunity. We can reduce our usage virtually overnight to such a degree that would more than make up for any production reductions.
Cheers
I should have guessed, when I saw you know nothing about common law and the centrality of adversarial justice to preservation of civil liberty, that you would be a catholic crackpot. If necessary, consult a dictionary. Has nothing to do with religion. It means all of your armchair opinions and policy whims are equally dangerous and deranged.
Nothing is going to be "tamped down," bub. Not even BP.
capo -- Is it wrong for the govt to earn billions of $'s from offshore drilling? Is it wrong to provide high income employment to hundreds of thousands of folks in the hydrocarbon extraction biz? Is it wrong to lower our trade imbalance by tens of billions of $'s by producing more oil domestically? It is wrong to provides 1000's of US business (many of whom pay dividends to retirement funds for tens of millions of Americans) an opportunity to earn 100's of billions of $'s?
OTOH is it wrong to protect industries dependent upon a healthy and renewable environment such as the seafood biz? Is it wrong to be good Sheppard to the rest of Mother Earth's creatures? Is it wrong to safe guard the health of the planet for future generations.?
That was my point: if you try to argue from one point of view you can always make what sounds like a valid argument. But one can easily take to other side by just changing perspective. If your livelihood were dependent upon one side of the issue how readily would you embrace the counter position?
Consider my personal perspective as a petroleum geologist. It would be very beneficial to me and my company if the govt banned all offshore drilling forever. Besides enhancing the value of my onshore reserve base it would also decrease my costs given the increased competition by the service companies and make more folks with better skill levels available for my drilling projects.
Back to my point. Offshore drilling is a very bad choice in the view of many. Banning offshore drilling is a very bad choice in the view of many. So who's right? That's easy to answer: whomever you ask the question, of course. It a choice: the public/govt has to make that choice. To frame any choice as the "right thing to do" is being intellectually dishonest IMHO.
I wish the government were making all these billions.
http://www.pbs.org/now/shows/224/royalty-relief.html
Good point, but I think risk management is as important as risk assessment.
A decision was made on how to manage the risk of an under-water blow-out. Conscious and deliberate decisions were made to go with the system you now see deployed. They did a decent job on the risk assessment. The MMS report spells it out clearly. But they did a terrible job on managing the risk.
Why? Because it was not done from the perspective of protecting the public interest. It was done in a manner acceptable to industry, and industry's number one motive is maximizing profit. There's nothing wrong with that, but there is something wrong when you let their profit-driven interests trump the public interest. You get what we got here. Ineffecdtive risk management.
Dealing with this aspect of the problem is critical to solving it, IMO. I don't bring it up because I have an iudeological axe to grind. But the practical, real-world effects are clear to see.
Maximizing profit is an unsustainable behavior, thus there is something wrong with that. It leads to the collapse of everything.
Cheers
A major part of the problem is that current incentives are to maximize short term profits.
Sure things like this can kill long-term profits but the managers will still walk away with the bonuses they made in the years when profits were high in part due to skimping on things needed to maximize long term profits.
So taking the kinds of short cuts BP took still makes sense today.
I think this is very important policy issue if corporate capitalism is to work. Tie compensation to long-term profits and increase personal liability for managers and directors.
Tie compensation to long-term profits and increase personal liability for managers and directors.
If we placed politically-parallel requirements on our elected officials, we'd have a fighting chance here.
(Oh dear, wrb, you and I are bound for more disappointment, I 'magine.)
I fear so
d.
Amen to that. If the criterion was absolute safety we would still be living in caves eating our meat raw because fire can't be made to be absolutely safe. The decision was made when we started cooking meat and heating the caves with fire.
Now it's a matter of risk assessment.
If BP admitted to "non-standard drilling practices", as the evidence suggests, then a good case could be made that "standard drilling practices" are safe and the would be no need for a moratorium while the incident is being investigated..
Too late.
Upstream Online: "An Italian government plan to restrict drilling offshore, influenced by the catastrophic BP oil spill in the Gulf of Mexico, hit shares in Ireland's Petroceltic and other explorers active in the region today."
until the investigation by qualified experts determine what happened and why...no one can be "identified" as a mistake maker. thousands of deep water wells have been drilled and are operating safely. history has demonstrated "safe" wells and operations, until "proven" otherwise. one well bore accident does not make all other well bores "blow-out" ready accidents...do they?
Actually, for the record, BP has already self-identified as the mistake maker.
See http://www.theoildrum.com/node/6667/663643
I think the argument is that the offered skimmers have a relatively insignificant potential impact.
When this started there were, according to the response plan,skimmers available and contracted for this purpose already in the gulf capable of skimming many times the amount of oil being spilled.
Over time it became apparent that the skimming capacity was inadequate. The reason being that the stated capacity was the gross amount of oil they could suck in if the oil was in a deep pool. But here it wasn't. You saw it blossom to cover thousands of square miles in just days. It is often just microns thick. The relevant measure is the amount of area a skimmer can cover in a day. For the larger skimmers that is still typically less than a square mile.
Of course every entrepreneur in the world who owned a skimmer wanted to get hired on and approached their governments to offer their skimmers FOR HIRE. In the emergency response business your equipment sits idle much of the time but when you can get in on an emergency you can cash in big time. Of course they are going to raise as much of a fuss as they can.
At first it didn't make sense to hire them because of the excessive capacity understood to be at hand. Now hiring them is at least questionable because their stated capacity and potential impact are just as inaccurate as was that of the existing fleet- and there might be better uses of the money that also keep it closer to home.
What they are doing is equipping around 3000 local fishing boats to skim. That makes sense. It would be interesting to see if 4 fishing boats skimming 50' ea could out skim A Whale.
The Whale is almost perfectly inefficient. A huge tonnage with a skimming width of only 200'. It is the skimming equivalent nuking the well.
There is something strange in the workings of the minds of those who think that a bigger bang or a superer tanker will save the day.
There is almost no conceivable skimmer for which it wouldn't be more efficient to buy fuel, imo.
At first it didn't make sense to hire them because of the excessive capacity understood to be at hand. Now hiring them is at least questionable because their stated capacity and potential impact are just as inaccurate as was that of the existing fleet- and there might be better uses of the money that also keep it closer to home.
................................................................
There has been a cost analysis by BP I am sure on hiring all the skimmers they can verses letting the oil flow and breaking up on the sea and then cleaning up any shores the oil has hit. I am sure it is best for their bottom line not to have skimmers.
So business says no skimmers but what the heck lets hire a few for the PR aspect of it and our government goes right along with it. After all the important thing is they get the RW drilled and finished sometime in August, "maybe".
To heck with all the fisherman who have lost jobs and business and everyone else that makes their living off of the Gulf. It is cheaper to pay off their damages then hiring skimmers. BP has the money to do both but heck why make them spend it. It is just the Gulf.
Never has our country been assaulted like this and we are letting them battle it with business decision made by a company that murdered 11 workers and maimed many more with their business decisions.
Go to this spill site http://www.ifitwasmyhome.com/ and type in Washington DC in the move this spill box at the top.
Do you think for one minute if that area was covered by oil that we would be allowing Business to decided how they were going to clean it up and negotiate contracts with the cleaners?
It is all utter nonsense created by greed and being cleaned up by greed.
One other thing that they've done recently is is loosen a requirement that a certain number of skimmers need to be on hand near all US offshore fields freeing up a big bunch of US skimmers to come to the GOM.
I'm sympathetic to the argument that BP should hire all available resources until the damage is stopped. I'm not hopeful that the addition of the foreign skimmers will noticeably improve the results we're seeing from the thousands already at work, however.
If their hire or the hire of A Whale makes the hire of local boats less pressing that would be a bad thing, I think.
They are being touted as a magic cure, which they aren't
I wonder if something is in play similar to what I've watched in irritation during western wildfires.
There is a fleet of rickety air tankers that are owned and maintained by a handful of contractors and used to fight fires across the nation.
There is huge resistance to supplementing them when there is a fire. I know the huge Biscuit Fire a few years back was fought to the end with this motley fleet.
The argument is that if they are denied their big payoff they won't have incentive to maintain the planes.
Meanwhile the military airlift fleet that we've paid for sits parked while the fires rage.
Millions of acres are burned in what appears to be little more than a pseudo free market homage to the free market.
In this case though, the main skimmer fleet is in the hands of the cleanup contractors, not the military or government. The Coast Guard has a few skimmers and some are on the job, drawn from all over the East Coast and Gulf. The Navy has a few and Allen said yesterday he is going after them. But it won't make a significant difference.
The fire tankers are also in the hands of private contractors.
They are heavily protected from competition from government and (I assume or you would see them at big fires) foreign competition.
Yes, but the difference is that the government has lots of planes, but few skimmers.
I was thinking about things that might contribute to resistance to bringing in foreign skimmers, not about any failure to deploy government-owned ones.
If you've based your private response plan in part on an implied promise that the private contractors can count on cashing in without competition when there is a crisis you've tied your hands to some extent.
Poor way to structure it imo.
I don't know that is the case here. Just wondered if the same arguments regularly made on behalf the private fire contractors are being made behind the scenes here.
Pure speculation
WRB, thanks for your posts on skimming. You (and several others focusing on this topic) have a clear-headed, unbiased approach to evaluating the situation that I for one appreciate very much.
For me, the inadequate oil recovery and remediation effots can be traced back to one simple thing: there was no adequate planning. You cannot put something this complex together on the fly and expect good results quickly. It is impossible.
And the lack of a reasonable plan can be traced back to the broken, industry beholden MMS. There is no dispute that they were not there to protect the public interest, their mission was to maximize the profit of big oil within a very loose regulatory framework.
So naturally, the plans were grossly inadequate. Why spend all of that money on equipment and planning when you can get away with not doing so. Any corp. is going to follow that route, and with an agency like MMS as the only watchdog, whatever iundustry wants is good enough. This is what a corrupt government is. We don't like to use that term, but that is what it is. The purpose of govt. has been corrupted from protecting the public interest to enhancing corporate profits at the expense of the public interest.
Yes, that sounds crazy maybe, until you listen to that congressman apologize to BP on national TV, or you see the "Drill Baby Drill" cake, or until you read that BP was allowed to conduct the investigation into its own corruption in Alaska, or until you read something like this about how during the financial melt down, the govt. bought up tens-of-billions in junk investments from our impoverished investment banks in order to shift the losses directly to the public while giving the banks, etc. 100 cents on the dollar for the junk. No wonder they got huge bonuses. Look what they pulled off:
http://www.bloomberg.com/news/2010-07-01/fed-s-maiden-lane-made-taxpayer...
So, I sort of expect to see that at play here, too, during the clean-up. Put on a show on for the public, but protect the corp. bottom line.
I think the Whale is a fitting symbol of the whole mess. It is fat, huge, months late and totally ineffective. But it will makle the owner a nice buck he has been so successful in manipulating the media and the outrage at the inadequate response.
Brilliant.
A perfect symbol.
I do think Obama is trying to do it right but he's got a whole lotta entrenched power and habit pushing back.
"And the lack of a reasonable plan can be traced back to the broken, industry beholden MMS. There is no dispute that they were not there to protect the public interest, their mission was to maximize the profit of big oil within a very loose regulatory framework."
BS
Since when does any Fed Govt agency need a reason to be incompetent, dysfunctional, wasteful, parasitic?
Blaming 'industry' for more Govt incompetence, corruption, or sloth is just stupid.
There have been 60+ years and 30k+ wells drilled in the Gulf without this scale of accident, but it was bound to happen eventually. The anti-business posters here blame greed, well what about Govt greed? This Govt took the $trillions of oil royalties, fees, jobs, yet FAILED in it's basic duty to protect American waters, to be prepared to contain this spill.
Despite the Obama/Dem BP lynch mob, I've seen no evidence of negligence; just of a failed Haliburton cement job, a failure of the TransOcean crew/rig to detect/contain the kickback, and a failure of the TransOcean owned/maintained/operated BOP to prevent the blowback.
The MMS approved EACH DETAIL of the BP well/casing design.
MAYBE some evidence surfaces of BP criminal negligence, but the evidence points to simple human errors of judgement, reaction, and equipment failure.
The engineers will learn from this, improve equipment/procedures, but we America will still be left with the bigger problem, a bankrupting, incompetent, corrupt, corrupting, dysfunctional, parasitic Federal Govt which has run up $13 Trillion of deficit ($4 by this Dem Congress in the last 3 years alone), yet calls others greedy and incompetent.
Amerman, thank you for your comments. If i am wrong, i sure want to know it. I'm happy to admit that if you can show me. But I don't think you hear what I am saying. I think you are stereotyping me, maybe, and assuming i am saying things i'm not.
Since when does any Fed Govt agency need a reason to be incompetent, dysfunctional, wasteful, parasitic?
Blaming 'industry' for more Govt incompetence, corruption, or sloth is just stupid.
I am not blaming industry. They are doing exactly what you would expect. I am blaiming our politicians, but more precisely, I am blaming the corrupt system of political contributions, lobbyists, the revolving dooor in DC. To over-simplify, that process turns out politicians who put corporate interests above the public interest as a matter of course. And that is reflected in our laws and in govt. agencies and regs. and govt. action. (Think Dick Cheney inviting the energy cos. to write the regs.) MMS is weak and ineffective because that's how big oil wanted it, in a nut shell. James Watt knew what he was doing. And he was not serving the public when he did it.
There have been 60+ years and 30k+ wells drilled in the Gulf without this scale of accident, but it was bound to happen eventually.
Got you on this one. Ixtoc was 30 years ago. Biggest off-shore spill in history. Exact same scenario we have here. We learned nothing from it, by choice. A conscious decision was made to do nothing, both by industry and govt. Will you concede that much? Big mistake.
The anti-business posters here blame greed, well what about Govt greed? This Govt took the $trillions of oil royalties, fees, jobs, yet FAILED in it's basic duty to protect American waters, to be prepared to contain this spill.
Hey, that's my oil you're talking about. The govt. damn well better collect royalties for it. The oil co's. are earning rtecord profits, more than any other business in the history of the world. Are you proposing that we give them our oil on top of it. When was the last time an oli co. cut you a break at the pump, other than election time, that is.
And yes, MMS gave billons in royalties away. Billions. What a coincidence.
Parting words: Don't tell me we can't do better! You know we can.
A platform worker at one point pulled a handful of annulus seal out of the mud screen and showed to the floor boss. It was ignored, just like the leaking yellow control pod on the BOP was ignored. These are acts of negligence.
http://www.cbsnews.com/stories/2010/05/16/60minutes/main6490197.shtml
"“He discovered chunks of rubber in the drilling fluid. He thought it was important enough to gather this double handful of chunks of rubber and bring them into the driller shack. I recall asking the supervisor if this was out of the ordinary. And he says, ‘Oh, it’s no big deal.’ And I thought, how can it be not a big deal? There’s chunks of our seal is now missing.”"
http://dailyhurricane.com/2010/06/bp-blowout-was-bop-leaking.html
http://www.pbs.org/now/shows/224/royalty-relief.html
And please show us these "trillions" ^^^
So if I understand what you (wrb) are implying, a vessel like the A Whale could be the equivalent of 4 fishing boats adapted for skimming operations and that the motivation of the Whale's owners and many of those offering assistance is purely mercantile in nature. I wonder why the offer of the Koseq skimming arms would have been accepted a month after they were offered? I also wonder at what point it became apparent that the skimming capacity was inadequate? I know that as early as May 2 President Obama referred to the spill as an unprecedented disaster and stated that every resource available was being called upon.
The debate on the efficacy of a vessel like the A Whale is sort of like debating the need for the Heavy Duty Pumper Fire Truck from town when the volunteer fire department in the village is on the scene of the fire and doing their best. It may be ineffective and inefficient as you suggest, but with oil still gushing from the well creating an unprecedented environmental disaster it seems prudent to me to err on the side overkill and use every resource available.
I think A Whale and other innovative, crank and/or con collection methods should be allowed but payment should be only per barrel collected- say $1000/bbl?
I doubt A Whale would pay for its fuel. But some clever rednecks in bass boats might do quite well.
excellent idea.
market evolution would drive rapid improvement in
(a) skimming
(b) fast/cheap oil analysis (to prevent counterfeit skimming).
Anybody else dubious about the skinny slots in A Whale?
It needs a dutch arm or deep booms to be effective.
Heh, I imagine there were be a tremendous growth in the "fake clean up with $70/barrel oil to collect $1000 per bbl oil" industry. Ever hear the story about the rat bounty in venice?
I though that at first but then thought this:
How do you safely age your fake oil in sea water and sun in any quantity?
It seems unlikely that A-Whale actually is a remarkably "heavy-duty pumper" for reasons I explained yesterday--200' collection surface, probably a very inefficient collection system, and slow pace. I doubt it will collect as much as the Dutch-armed skimmers. Should the government force BP to lease a supertanker and pay its fuel bill to skim around one sq. mi. per day out of thousands of sq. mi.? Doesn't sound like an easy call to me.
The tanker company is counting on the political uproar to force the decision. It's a very interesting story.
Gobbet, you and wrb have a complete lack of understanding of what a skimmer does and how it works. For starters you both (or perhaps you are one and the same?_) point to "skimming" a square mile. But look at the pictures of the spill, it is going out in long THIN strings which means the boat follows the narrow oil path, doesn't go needlessly in a grid pattern. At least that's what should have happened, but because the government DID NOT accept the boats due to Jones Act and other reasons we'll never really know will we? The skimmers could have been working diligently 50 miles out to sea and the shorelines would have been saved.
The other point you are COMPLETELY missing with your little shrimpy boats is that the oil that is skimmed up needs to GO SOMEPLACE, like ON THE BOAT!! While you are making fun of the Whale about which you understand nothing, you're completely forgetting that it was DESIGNED to HOLD the oil until it could off-load it. The Whale is the largest such ship in the world (not counting the oil tankers that could have been fitted to this purpose as happened in Saudi in '91).
So your administration apologetics notwithstanding, the fact is this mess is BIGGER than it would have been had skimmers from EVERYWHERE been properly used from the BEGINNING. This admin boned it up big time, making Katrina a walk in the park. And realize during the Katrina debacle, the Bush administration BEGGED the states to release sovereignty because BY LAW it was THEIR mess to clean up. In this case it is the FED's mess to clean up and the states are the only ones doing a credible job of it. I don't care how many times you voted for Obama, he lacks competent administrative skills, he's never been IN CHARGE of ANYTHING and is clueless right now. More's the pity for the GOM and the rest of America, but voters like you elected him, so we have to live with it for 2+ more years.
widelyred wrote:
People have written that a Dutch-armed boat or the Whale can collect more each day than is being spilled or more than the rest of the fleet. This is absurd, because the oil is spread over thousands of square miles, and a skimmer can only collect oil from the water it traverses each day. One square mile is a generous estimate. Obviously, in areas where the slick is broken, the skimmers will follow the ribbons rather than skimming a grid (You must think I'm really stupid.) Whatever path it steers, it still covers a square mile or less of ocean. A square mile is a unit of measurement rather than a place.
If you are still talking about the Jones Act, you might be a victim of "epistemic closure." Here is the latest of many rebuttals:
http://www.mcclatchydc.com/2010/06/30/96831/gops-false-talking-point-jon...
I suppose you are aware that BP has purchased three sets of Dutch skimmer arms (no boats were at issue). One has been skimming around the wellhead for two weeks and the others are at work, probably in the same area, with no obvious results. There is no reason to think they would have been able to confine the spill to the wellhead area had they been deployed on, say May 10, when the slick already covered 2000 square miles. To repeat myself, claims about potential skimming capacity seem to have no relation to performance in the open sea.
You gotta capture it before you can hold it. Also they have tankers out there to milk the skimmers when they get filled.
Funny, the Bush administration's "National Response Plan" was noteworthy for its extreme federalism, placing maximum responsibility on state and local governments, so the jurisdictional fiasco was according to plan, sort of.
http://www.dhs.gov/interweb/assetlibrary/NRPbaseplan.pdf.
I'm sure you understand that the US govt has an acknowledged responsibility for hurricane disaster relief and a massive FEMA bureaucracy with massive resources to deliver that relief. By contrast, for oil spills we have a "small government" approach where responsibility is lodged with the spiller and its private contractors. The government's role is one of oversight and direction, if needed, of the private sector's efforts. For example, the government coerced BP into starting a second relief well.
Have a nice day.
It is always so fun to argue with liberals. They ignore all facts in evidence then use "evidence" that has no facts.
From your OWN link:
"24 foreign vessels; is that number a joke????? If a foreign company offers the ship and crew to Washington (that requires a Jones Act waiver) and Washington chooses not to seek a waiver, then no waiver has been requested. Sounds like it could be equivocation or word games - something politicians are very adept at."
and the very next post:
"I don't know how to explain why foreign vessel owners are reporting that they can't get Jones Act waivers. I do know they're trying to get EPA waivers that would permit skimmers to filter oily water and discharge the water part back into the Gulf, even though it still contains more than the maximum 15 ppm permitted by Clear Water Act regs. The huge fleet of Dutch skimmers waited 50 DAYS for its EPA waiver. The even bigger "A-Whale" skimmer is still sitting at port in Louisiana. It's owners say they can get neither an EPA waiver nor permission from the Coast Guard to proceed. Jones Act? Who knows. The fact is, there's obstruction, and it's not a myth."
So here is the REALITY. The government is not granting waivers even though that is a REQUIREMENT (for foreign flagged ships to operate back and forth to the docks for fueling, feeding and offloading oil), then claiming they aren't being asked. In reality, it is NOT the province of the SHIP OWNER to request a Jones Act waiver, therefore the administration can PRETEND it never happened. The law says the Secretary shall waive it “upon the request of the Secretary of Defense to the extent deemed necessary in the interest of national defense by the Secretary of Defense.” The Secretary may waive it “either upon his own initiative or upon the written recommendation of the head of any other Government agency, whenever he deems that such action is necessary in the interest of national defense.”(reality bites don't it?_)
Then there's this:
http://biggovernment.com/rbluey/2010/06/18/democrats-make-the-case-for-j...
I really don't know how to communicate with somebody who quotes some random anonymous comment below a web article as though it were an authoritative source.
You are a bit thick aren't you Gobbet? And I was CERTAIN you were a lawyer. How many times to pass the bar? If you'd have read a bit more closely you'd have realized I was quoting ALSO from the act itself here's the link:
http://www.1800jonesact.com/maritime_statutes/46USC101_5.html
So to recap for those slower students in my class, the government is UNDER NO OBLIGATION to consider waivers of the Jones Act from ANYONE other than Sec Def or another GOVERNMENT agency. Therefore, THIS administration can with a completely straight face (and wink wink, nudge nudge) state with impunity that no OFFICIAL waiver has been requested because you must be a U.S. GOVERNMENT OFFICIAL to make that request!!!
This pic should show the scale appropriately since you can easily see the single engine plane flying over it. The width of that plane's wings is likely under 45'
Now imagine multiple ships, unhampered by bureaucrats sucking those slicks up starting on April 30th? Of course the other containment plan was to have booms encircle the spill so the ships wouldn't have to wander around chasing the slick, but that plan also went out the window.
BTW your DHS link doesn't work.
Conservatives enforce the rule of law. The law is the following:
TITLE 46 - US CODE - CHAPTER 551
46 USC 55113 - Use of foreign documented oil spill response vessels
Notwithstanding any other provision of law, an oil spill response vessel documented under the laws of a foreign country may operate in waters of the United States on an emergency and temporary basis, for the purpose of recovering, transporting, and unloading in a United States port oil discharged as a result of an oil spill in or near those waters, if
(1) an adequate number and type of oil spill response vessels documented under the laws of the United States cannot be engaged to recover oil from an oil spill in or near those waters in a timely manner, as determined by the Federal On-Scene Coordinator for a discharge or threat of a discharge of oil; and
(2) the foreign country has by its laws accorded to vessels of the United States the same privileges accorded to vessels of the foreign country under this section.
Who is going to pay for all this foreign help? You sound desperate for the taxpayer to socialize the expenses for this cleanup operation widelyred.
http://www.cnbc.com/id/37785500
Foreign Nations Offer Gulf Spill Aid to US—for a Price
Foreign countries around the world have offered to help the U.S. battle its worst spill in U.S history, but only Mexico has offered anything free of charge.
The State Department confirmed that nearly every offer of equipment or expertise from a foreign government since the April 20 oil rig explosion would require the U.S. to reimburse that country.
Wouldn't BP actually have to pay, not the US? And why shouldn't they?
The story about tankers being outfitted in Saudi sounds like urban legand to me. It was covered here on June 25th.
http://www.theoildrum.com/node/6485
I have to dismiss your post as being highly biased on this topic. This spill was reported by Skytruth: http://blog.skytruth.org/
To have been growing at the rate of several thousand square miles a day from the beginning. Logistically, there simply is not enough skimmers and booming available to contain this oil at the rate it was released, and BP lied in their permit on in regards to the amount of oil it could contain and clean up.
In its 2009 exploration plan for the Deepwater Horizon well, BP PLC states that the company could handle a spill involving as much as 12.6 million gallons of oil per day, a number 60 times higher than its initial estimate of the ongoing Gulf disaster.
http://blog.al.com/live/2010/05/bp_told_feds_it_could_handle_o.html
The oil and gas industry in the United Sates is privatized. Leases and permits make the oil companies themselves responsible for damages they cause and cleanup. It's not the governments job to permit oil companies to privatize their profits while the government socializes any damages, losses, or clean up expenses.
It looks to me like the slick was out of control within about a week, but I don't know whether that was clear to BP and the feds. We don't know whether all the regional contractor skimmers were on the water at that time. They had been stationed from Galveston to Tampa and up the lower Mississippi. Flow began 4/22 in the AM when the rig sank. On or about 4/30 they raised the estimate to 5000 bbl/day and declared a "spill of national significance." On that same day the slick looks like 1500 sq. miles.
http://www.cnn.com/2010/US/04/29/interactive.spill.tracker/index.html
Also at that same time the Dutch first approached the State Department. One statement by the Dutch implies the government left the decision up to BP whether to buy the arms, but the process hasn't been made entirely clear. However, the refusal was "for the time being." The decision to buy the arms corresponds to the time that serious amounts of oil made landfall and also to Adm. Allen taking command of the incident.
From the video:
!!!
sorry, this should have responded to craigk's comment below.
I've seen news on other skimmer ships that I haven't seen on TOD.
BP website had a photo with the caption, "Test deployment of the Koseq Rigid Sweeping Arm, on the HOS Sweet Water in Port Fourchon, Louisiana on 12 June , 2010". For unknown reason, when I go to website now, the photo and caption are gone.
http://bp.concerts.com/gom/costnercentrifugetechnology_062010.htm
BP website has a video of Costner centrifuge skimmer on Energy 8001.
http://www.saltycajun.com/forum/showthread.php?t=11212
has a personal account of Seacor Washington saying the following:
These are a few pics I took from the M/V Seacor Washington while I was doing some computer work on it. The big yellow things are skimmers that will attach to the bow of the boat and can be used in up to 8' seas. They will be attaching a cement pump truck boom to the bow with a long hose that will run to the blue tanks on the back deck. Those tanks will be used to seperate the oil from the water, then the oil will be pumped into the vessels mud tanks and the water will be released off the side. They will continue to do this until all of their mud tanks are full then they will pull alongside the tanker and off load all of the oil and start all over again. They will be pushing the skimmers at 1 knot which is about 1.5 mph, so it will be a loooooooooong process to say the least. On this same vessel, a camera system was installed all over it from up on top of the wheelhouse, inside the wheelhouse and on the back deck. BP will have direct access to these cameras and will be able to move them whichever way they please. The white house will also have direct access to the same cameras and will be able to tap in when ever they feel like it to see what's going on. This is the first time this setup will be used in US history but it was used in France I believe for a major oil spill that happened there. A company out of Spain fabricated everything and they will be installing it on 2 other vessels to work the oil spill.
I appreciate the observation of the limited skimming surface area for these ships...
The Whale is almost perfectly inefficient. A huge tonnage with a skimming width of only 200'. It is the skimming equivalent nuking the well.
The only way I can see A Whale being efficiently used is to string two tugs towing heavy-duty boom, forward and off each side of its intakes - flexible Koseq arms if you will. Otherwise it will waste more diesel in steaming that it will recover along its tracks.
The problem is the media putting so much "faith" in the 'A' Whale, with headlines "Massive Skimmer Last Best Hope for Gulf Cleanup", etc. From what I've read, the boat is essentially brand new and has never been used before, so the jury is still out on the technology. Never-the-less, it has to be used or there will be a firestorm from all ports.
Video of A Whale (note the large No Smoking warning on the bridge-no kidding!).
http://www.marinelog.com/DOCS/NEWSMMIX/2010jul00011.html
[edit: when I started writing this, there were no replies yet to the post at the head of this subthread. It is a reply to that post.]
Thanks Onlooker, I hope we can use this subthread to sustain a continuing discussion of skimming issues.
Here are subthreads from Wednesday's open thread that contain links to previous subthreads and other links:
http://www.theoildrum.com/node/6674/664744
http://www.theoildrum.com/node/6674/664864
I certainly wouldn't deny that "bureaucracy/politics is delaying [impairing] the response," especially if we recognize that BP, state, and local government, like the federal government, have a bureaucratic structure (i.e. pyramidal and governed by rules and policies). As for federal shortcomings, I've written (see links) that they should have acted sooner to loosen the requirement that contractors maintain skimming capacity in other regions, and I've written that the EPA rule against discharging polluted water is wrong under these circumstances.
I do think that the uproar over the Jones Act originated in political messaging and has been endorsed by many in the MSM contrary to facts on the ground and despite repeated factual rebuttal.
Booming has been a clusterf*, but isn't that what you would expect when an oil company is directing an improvised navy of commercial fisherman in a frantic attempt to "do something" in the face of an unmanageable catastrophe? While various state and local officials howl and pull in different directions? I suppose BP has done that as well as they can; and we don't have an institution that is responsible for or competent to manage this job on this scale.
The institution that was supposed to control the slick by skimming consists of the private cleanup contractors kept on retainer by the oil companies. Both groups of companies vastly exaggerated the skimming capability, and that's why the slick got out of control. To me that's the basic story line of the skimming failure. It's primarily a failure of the private sector and not of government. Those who want to shift the blame to government will emphasize the red tape theme.
But if you want to assign due blame to the federal government, it seems probable that the EPA rule against discharging polluted water has impaired the development of efficient skimming technologies in the US. I presume this rule is decades old and several administrations share responsibility for not realizing how it would impair cleanup of a major spill. It makes sense for a small spill in a harbor or river. The Obama EPA has modified the rule to allow discharge upstream of the collection device. This allows the Dutch-armed skimmers to operate. However, I don't understand why the rule hasn't been suspended altogether.
A thought on how to maybe get some production from A Whale:
(I'm not sure this will work because there still will be problems such as swell moving the oil above and below the slits)
Attach boom to either side of the slits and have other boats tow it 1/2 mil or so forward and out- at a diagonal, creating a funnel.
Proceed forward together
Just a thought.
That would be cool. I wonder what the practical limit of the boom would be. Your point about swells seems well taken.
It occurs to me that A Whale without something along those lines would only be able to skim directly to windward. Being so tall and traveling at 1 knot in a crosswind it would drift sideways. Downwind it would move too fast and be unsteerable, as would most if not all skimmers.
Email just in from an engineer friend who's ooing-&-wowing over this new video on A Whale:
http://cosmos.bcst.yahoo.com/up/player/popup/?cl=20662166
"The information in this AP video is hard to believe [he writes], that the Taiwanese, Koreans, etc. completed the indicated conversion starting a few days after Deepwater Horizon and got this ship on station in the Mississippi River (from Korea around South America) on 30 JUNE is one of the most mindboggling engineering feats of all time. This is the stuff of a Golden Globe or Oscar documentary."
I dunno about that, but it does give a good look at the slurping apparatus.
Thanks, good video. It's a great example of entrepreneurial spirit--I'm guessing the huge ship finished being built at a time when there is a bunch of surplus tanker capacity worldwide, so the owner scrambled to find a way to make a buck with it. The strategy of just showing up and staging a publicity blitz to force the government's hand is pretty smart. However, it's not a great engineering feat unless it works well. It your friend aware that it has never skimmed a drop of oil before today?
[Is] your friend aware that it has never skimmed a drop of oil before today?
I assume so, but that doesn't seem to have affected his admiration, eh?
Also note that as this report has it, the water will be flushed from the stern -- not spritzed ahead from the bow, as folks here have speculated. Hmm.
That was my statement about spritzing over the bow--releasing it astern would require suspending an EPA rule, which would probably be a good thing.
Oh, sorry I didn't recollect that was you, Gobbet. Guess we wait and see which way (and how well) it actually works, hey?
on the topic of government response I came across this in the Department of State archives:
Department of State (Thursday, May 6)
The above responses were given aprox two weeks after the leak had started, which would suggest that at that point there may have been a lack of comprehension of the magnitude of the crisis. As the crisis developed some offers were accepted yet it was only this week that the Department of State came out with an official announcement of acceptance of a few of the international offers, which is somewhat puzzling.
as a reminder here are a few headlines I pulled from the last week of April:
FYI this is the oil spill time line from the Guardian
http://www.guardian.co.uk/environment/2010/jun/29/bp-oil-spill-timeline-...
Back in 2006, the GSA had to decide what to do with FEMA's formaldehyde-bearing Katrina trailers -- destroy or sell them. Well, they made the wrong call, and now . . .
And according to mistermix at BalloonJuice,
Well, the government didn't, but still: Face/palm.
They made it easy for dealers to buy huge lots of them, but individuals were told by the county here that they would not be able to hook up power to them.
I tried to buy the one I lived in for 9mos and they told me it was unsafe and would be destroyed. BS.
Now one of the local crooks has hundreds of them for sale.
More than likely only a few of the original trailers had a serious formaldehyde problem to begin with-but once the religious nut case safety people and I'm here to save you politicians out to make some hay learn about something of this nature, reason goes out the window.It doesn't seem likely that there was time for most of them to have been manufactured to order using new materials from suppliers turning out the faulty paneling, carpeting and so forth;the trailers had to have come from manufacturers who customarily built a salable product.
At any rate, the volatiles used in manufacturing the components such trailers outgas fairly fast.I have worked on and around campers and trailers and lived in them- brand new ones back in the sixties and seventies would take your breath when you opened the door on a hot day, but after being opened up for a few hours there was only a trace of odor, and within a few weeks of use , the odors were no longer detectable except after leaving the unit buttoned up tight in hot sunny weather for a day or two.
I would bet my farm that there is no formaldehyde problem with Katrina trailers NOW.
And of course the dealers who bought them up in bulk knew all about this while buying them up.More than likely very few found thier way into the hands of purchasing consumers within the time frame they might have presented a health risk.
I am as safety conscious as the next person but I try to be realistic about such things.
Really? More than likely they were built on assembly lines using the same designs and materials - so I would not expect "one off" problems.
Mine was an "off the lot" commercial buy, 32'.
I live way out of town and the county passed a rule that people had to move out of them. The sad part is the FEMA campers were better than some of the stuff these people were living in pre-Katrina.
A NY Times reporter who visited one of the trailers said in an article published today that it had "an overpowering smell of formaldehyde."
http://www.nytimes.com/2010/07/01/us/01trailers.html
Too bad that we don't have any measurements. Small amounts of formaldehyde are naturally present in the human body anyway - it is a product of the metabolism of the methanol that is naturally present in fruit and some vegetable juices and the pectin that can be metabolized in the gut by some of the bacteria that live there.
The problem occurs when exposure goes above what the body normally handles.
Here are a few handy links to satellite images of the GoM spill.
http://blog.skytruth.org/
http://rapidfire.sci.gsfc.nasa.gov/subsets/?project=gulfofmexico
And for a look at most of the ROV video on one page,
http://blog.alexanderhiggins.com/bp-live-oil-spill-cam.html
and for weather satellite data in near real time,
http://www.nhc.noaa.gov/satellite.shtml
First off...Heading Out - you and the other guys are doing a fantastic job with these updates and its very much appreciated.
I'm not convinced about the reliability of Admiral though. I listened in to the technical update from Kent Wells on the 29th. He stated that the plan was to remain in a parallel with the original well bore at a distance of 20ft for another 700ft before moving in to a distance of 5 ft over the next 200. At that point they will set the final casing string and then proceed with the intercept.
Also with regard to the ranging runs....again according to Kent they are now able to do the ranging runs down hole although it still takes about half a day per run. They intend to do a further 8 - 12 ranging runs taking half a day each. I seem to recall an image posted on here the other day with a drill bit that had a yellow section which was able to do the electromagnetic ranging.
The impression I had from the Kent Wells presentation was that they were going to do a slow spiral around the existing well. This would verify the position as they taper down closer to the well.
Seas at Thunder Horse (40 miles SSW of the incident site) are still running about 9 feet this morning:
http://www.ndbc.noaa.gov/plot_met.php?station=42887&meas=wvht&uom=E&time...

About the new free standing riser that's been installed, which as far as I understand allows them to connect and disconnect at 300ft. My question is, if and when they have to abandon recovery operations during a hurricane, would we end up with a gusher at 300ft instead of on the seafloor? Or would this riser be closed off?
They have a subsea dispersant system they are installing. This feeds into a dispersant manifold between the BOP and the Helix Producer. I think when the Helix disconnects, they would inject dispersant into this manifold and release the oil with dispersant at the manifold. See slide 4 here:
http://www.bp.com/liveassets/bp_internet/globalbp/globalbp_uk_english/in...
Thanks, I just wanted to verify we won't have a combination of hurricane churning the seas, throwing the stuff on land AND with shallow discharge of oil at the same time!!
Will Methane still disolve in seawater at 300ft?
Gases are more soluble under pressure. There is the issue of hydrates, although it looks like they're not stable at 300 feet.
Another commenter kindly posted a link to a couple of methane hydrate stability curves earlier today. There's one I like a little better here, and here's an isobaric phase diagram, not useful for this question, but possibly useful for others.
Pardon me, Cheryl. The solubility of a gas does not change with pressure, just the mass dissolved - Henry's Law. Solubility does change with temperature.
Correct. I was thinking in terms of mass. That's what happens when I post too quickly. Probably should have said something like "More methane is soluble..."
And gas solubility actually increases with lower temperatures, something that might seem counterintuitive. So methane solubility at 300 feet, off the top of my head, should increase. More here.
Methane solubility curve with temperature.
And, if you really want to get into the nitty-gritty...(pdf) The salts in sea water make a difference, too. This paper takes that into account.
Apologies to HO, I know this is off-topic. In thread
http://www.theoildrum.com/node/6674#more
which was closed before I could reply, Nojay said:
“If they stop using dispersant at the wellhead at the sea bottom then lots of dense oil will reach the surface close to the ships and rigs currently trying to capture the oil and gas and flaring it off. What happens if that dense surface oil lights off in an uncontrolled burn?”
I believe that they could avoid an uncontrolled burn by using a gas lift pump to get all of the oil and gas to the surface. Some seawater will be included in the flow. The flow will exit at high velocity. This provides the energy to separate the gas from the oil/water in a centrifugal separator. They can flare the gas and separate the oil from the water by other means.
They used a gas lift pump at Ixtoc, Operation Sombrero, but I believe that was the first time it was ever tried in such a situation. There were a lot of problems to work out even before they installed it. It worked to some extent, but the design was still crude (ha ha). Mainly because Pemex told the designers that the flow was 7500 bpd, when it was actually about five times that high. Seems like I heard this about another blowout recently.
Sombrero collected about 10% of the flow, either of the flow it saw or the entire blowout, I can't figure this out from the reports. But after two months of operation, Sombrero was damaged by heavy seas and removed. Ixtoc blew for nine months. Stanley Milgram of MIT tested the device on site and later investigated the performance with smaller pumps in the lab.
This research ended about 1982, since the oil companies just couldn't seem to make enough money to do any more research on it, or on any other way to handle any kind of oil field disaster and clean up. OK, maybe they spent a little, but a negligible amount compared to the need. Their government minders didn't seem to mind this dereliction of duty, despite their sworn duty to make oil drilling as safe as possible.
The oil/water emulsion from Sombrero was so complete that samples of it still had not completely separated twenty years later. Divers working at the blowout - it was at 150' - said that the noise was like thirty freight trains. One diver was killed when he got caught in the upwash after his safety line fouled. So they had trouble separating the oil and water at Ixtoc, indicating a subject for research. At least they got the oil and gas to the surface and controlled it.
You can find more on this in some of my posts of the last two months. I know that hydrates complicate this idea at Macondo. I have a thread on this at Engineering Tips:
http://www.eng-tips.com/viewthread.cfm?qid=273737
Too bad they didn't keep the Deepwater Horizon afloat and let the blowout burn until they could kill the well. I wonder whether BP hoped the rig would sink. We know for sure that the bottom line is a corporation’s only concern, but we can discuss why letting the rig sink would help BP. They treated the disaster as a rig fire instead of a blowout. It looks like BP itself is a disaster.
Hey windward, thanks for the eng-tips link, interesting discussion going on there. (last log in Aug, 2001, whoa).
Lots of technical discussion: http://www.eng-tips.com/threadminder.cfm?pid=470&page=1
Feel free to copy comments over from old threads that you want to respond to (or that you don't think got adequate response before.) No problem with it being off topic.
An MMS incident report says the Ixtoc blowout was capped in March 1980, which must be wrong information. I have understood that the blowout wasn't killed until about 3 months after the first relief well arrived at target. Neither relief well had arrived by the time an article was written for the Popular Mechanics May 1980 issue. The relief wells had arrived at target by press time, but had not intercected the wild well.
Seems to me the Ixtoc blowout must have spewed for at least 12 months, maybe 13, but I haven't located definitive information about when the gusher was capped.
Do you have primary source information other than the MMS incident report?
thread linking the Popular Mechanics article:
http://www.theoildrum.com/node/6667/662900
count, I got most of my information from the book "Offshore Pioneers: Brown and Root and the History of Offshore Oil and Gas" by Pratt, Priest and Castaneda (Gulf Publishing Company, 1997). Onlooker posted a link to it and some other good ones awhile back. From the book:
"Ixtoc blew for nine months, from June 1979 to March 1980...The two directional relief wells finally reached Ixtoc and pumped in enough mud and water to kill it...In the final chapter of the story on March 22, PEMEX 'took one of its floating rigs, made sure nobody smoked, went right over the well as gas was still coming up, dropped a pipe down into the well and cemented it up.'"
I wanted to post this before the thread closed, so haven't read the PM article yet, but thanks for the link. It sounds like they got the story wrong, since the book is an official history copyrighted by Brown and Root.
More wisdom is needed from this site, less about drill bits--IMO. Or maybe TOD really is best considered a site for roughnecks and roustabouts?
BP's Hole in the World: The Absurdity of the Fix-It Mentality
I see among the latest articles here at TOD are one demanding fewer people, this piece on 'technique' and a third on the problem with transitioning to renewable energy (when, after all, government has an exclusive contract to subsidize coal and oil, their bosses' primary business besides warfare).
Maybe this is a time to step back and reflect on how a culture of corporate corruption created the conditions for the Deepwater Disaster?
Perhaps it is time to examine the pathological, destructive nature of the Corporation?
I suspect the Deepwater Disaster has taken its toll on TOD's readership, shifted the demographic. Less visionaries here, more technicians whose image is becoming petrochemical-engineers-as-flunkies-and-failures.
There is plenty of room on this forum for both the technical discussions and the more philosophical ones. As a former roughneck I resent the implication that I know nothing beyond drill bits.
Rio -- You would resent it, you worm. Get back to your paint chippin'. LOL. And have good day, buddy.
I have certainly been called a worm back in the day, but this time I take it as a compliment.
Thanks Rockman, where can I send a gallon of Blue Bell. Matter a fact think I'll go find some for myself.
Last night during the Braves game on a southeastern regional network, they aired a commercial for Blue Bell. It's the first time I'd heard of it beyond ROCKMAN's endorsement. Maybe they are going to widen the distribution. (I'm in NC.)
Blue Bell couldn't pay for this kind of PR!! Now to get them to ship it east.
Growing up I was called "worm"...by my uncle who was an oil-field engineer. Nice to learn at my old age that it was an insult.
Maybe not an insult, but just a measure of your inexperience.:)
Another term meaning the same was boll weevil or just weevil.
There were many terms on a rig related to animals like, cathead, catline, catwalk, mud hog and monkey board. I would suspect the many hands today would not know what a catline is. I suspect that OSHA has outlawed them by now. I haven't been on a rig floor in about 15 years.
Speaking of OSHA, they would have a heart attack if they would inspect a rig like the one pictured on my bio.:) (Click on my screen name to view.)
Please excuse of being somewhat off topic.
Rockman you might enjoy this.
Not long ago I went to an estate sale and spotted this item. Of course I immediately knew what the deceased's profession was. But beyond that it brought back memories of a time 58 years ago when I was working as an extra hand on a drilling crew for the tidy sum of one dollar a day.
One of my responsibilities was to catch samples at the shale shaker every 10 ft and record the depth and other info on the tag on the sample sack. I would then carry the sample up to the doghouse and give it to the geologist that was sitting on the well. This was before the days of mud logging trailers. He would often let me look though his cool microscope and show me the difference between shale, sand and lime. I wanted one of them then and now after 58 years I have one.
This forum much like that microscope, is bringing a lot more of those memories flooding back of the good times and the bad times in the oil patch that I have lived though. It has been therapeutic.
rio -- gave my last binocs away 20 years ago. Now I let the mud loggers haul one around.
Rio: Just read a post like that and laugh at the foolishness in it. You have made many good contributions to this site. HO (and others) have taken a lot of time to share their wisdom and insight to anyone who cares to read. People who make generalizatins about corporations and people of different backgrounds are funny to listen to and to read. They are often dependent on those evil entities just to be able to post on TOD.
I'm not dependent on these evil entities, just USING them. A lot of people are SICK of the way things are. The people who like things the way they are will be very surprised very soon how this all turns out.
"There is plenty of room on this forum for both the technical discussions and the more philosophical ones..."
Good grief! I leave you guys unsupervised long enough to deal with the freakin' hurricane and you're already in trouble.
For your penance, you must read the following news item from Biloxi Sun Herald: http://tiny.cc/theregoesthefoodchain
"USM, Tulane scientists say oil now in Gulf of Mexico food chain"
In a more serious vein, my heartfelt sympathy to the Tinman and and my family and friends in the Mobile-Pensacola area. I was praying for a break with the estuaries. This is some of the worst news to date. Henceforth the DWH well shall be known as the Demon Macondo.
http://blog.al.com/live/2010/07/gulf_oil_spill_mobile_bay.html
"Flight shows Gulf oil spill penetrating inland waterways and Mobile Bay"
(I think I'll change my handle to The Penguin)
stiv -- By all means we don't won't to see any more diversity on TOD. Feel free to ignore any and all tech info provided. After all, as they say, ignorance is bliss. I have also become uncomfortable with all the legal types who have infiltrated the site lately so I understand where you're coming from. Seems as though we've forgotten the first rule of the NWO: Kill all the lawyers. After all, without lawyers there would be no corporations.
Relax syn...wasn't talking about you. LOL. Hmmm...just had a vision of a big bowl of Blue Bell Peaches & Cream.
Which raises the question, how many lawyers does it take to stop a blowout? ;)
Just as with any other profession there are good lawyers and "bad" lawyers depending on whether you are the plaintiff or defendant!!
We do have an excess of lawyers produced by our society which loves to litigate versus be responsible and from INDIVIDUALS running corporations and making decisions with nothing but profit in mind. So it's our own darn fault we got too many!!
Depends on how much Barite you mix with them as they go through the pump.
"Relax syn...wasn't talking about you."
You knew that one would get my attention!
I have also become uncomfortable with all the legal types who have infiltrated the site lately so I understand where you're coming from.
Well, i was a roughneck before i was an attorney, and a shooter on seismic crews in the beautiful mountains of Wyo and the barren tundra of Alaska (summer-time experimental project). I even drove a water truck as my first job in the patch after hitch-hiking out to Wyo. to earn money for college. And i was a commercial fisherman in Alaska, too, during summers. So lawyering is only one of my trades.
Lawyers are like tools. You use them to get things done. Whether it is good or bad depends more on the person using the tool to accomplish the task than it does on the tool.
But seriously, I view myself as a guest here, and if there's too much lawyer talk going on, just give the word. I will heed the word.
Lawyers and adversarial justice are the backbone of a free society. Lawyers wrote the Declaration of Independence, the Constitution of 1787, Bill of Rights, Emancipation Proclamation, 13th and 14th Amendments. Lawyers keep government from jailing or punishing people without fundamentally fair due process. The Supreme Court is an independent branch of government, and recently upheld the individual right of self-defense, affirming the 2nd Amendment right of private citizens to lock and load.
"Lawyers and adversarial justice are the backbone of a free society."
No, they aren't. They have almost nothing to do with it, in fact. As syn said, they are a tool. A free society needs but one thing, an active and activist population. Less that, a free society is impossible. And no lawyer, or shipful of lawyers can create justice where the people do not first demand it.
In fact, lawyers, being the tools of the highest bidders, on balance, are far more a hindrance to a free society than an aid to it, for they allow the wealthy and powerful to leverage their one vote to outweigh the votes of millions.
Cheers
I agree with much of what you say. The laws and the process are definitely stacked in favor of those with money. The more money you have, the more tools you can buy to get done what you want to get done.
But you do underestimate the good side of the law and the value of understanding the law, the history and evolution of law, and of societies trying to organize themselves.
Lawyers are tools, but they are skilled craftsmen/women, too, who have specialized skills and knowledge in how to structure societies, how to balance interests, how to resolve conflict, how to structure deals that would never happen without the skills they have. Society could not function without them, and the more complex society becomes, the more lawyers are needed.
You are absolutely right about this, though:
"And no lawyer, or shipful of lawyers can create justice where the people do not first demand it."
It's a never ending struggle each generation has to fight. Justice is not something you achieve and then you can rest. It disappears as soon as the struggle and fight for it stops. Lawyers know how to fight that fight much better than someone not educated in law.
syncro: Actually, may of my best friends and favorite relatives are lawyers or geophysicists...scary isn't it?
Yes!
Um,
I hope you're not saying that a society with an activist population is a free society. If so, you are radically mistaken. Great Leap Forward. You can look it up.
By implication you do seem to be saying that government is trustable. It isn't. None have been and none will be. Without lawful mechanisms in place to attempt orderly redress, there is none that can be counted on. Without mechanisms, expect violence and/or collapse following repression.
Good to hear from you CCPO, and I totally agree - but you won't get far jousting these windmills.
corporations are only as good or bad as the people working for them. In this case I challenge you to say that the people working for BP are inherently corrupt....that IS what you are saying no matter how convoluted.
Yeah, especially the secretaries and the support staff. They all went to work for those evil companies so they could screw the public. It is a fact you know. I read it on the internet.
Good thing some of the richest and perhaps most greedy people I know are sole proprietors or in partnerships. Too bad some of the really great people I know are in one to ten person corporations. They chose the structure without realizing how inherently corrupt it is.
Incorrect. The concept is bad. To equate an organization with a person seeking life, liberty and the pursuit of happiness is a gross, misshapen absurdity. A corporation that is merely a structure for ordering work would possibly be OK, except for that darned growth paradigm mucking things up.
Cheers
Yep it is awful when a guy opens his ice cream shop, does a good job then wants to open more. Damn profit motive just makes him evil as soon as he is successful. Imagine all the good things we would have if everybody who started a business cared little about efficiency or the bottom line.
Learned about what that would be like when I visited oil facilities in 1989 in a certain country that had central planning for many years.
What bugs me is the way Steve Jobs and his ilk overcharge consumers for products they do not need and reaping mega-profit margins on these things that just burn energy and end up polluting when discarded. Just about as bad as university profs and presidents who raise tuition instead of cutting their salaries during these tough times. And then those movies companies who should be cutting those ticket prices n half on those blockbuster films they peddle to those poor kids. We should only have independent films that cost a million or less to make.
dan -- Interesting you should use an ice cream shop as an example. Once I make my last killing in the oil patch I was thinking about doing just that. More of a hobby..and exclusively Blue Bell, of course. And obviously it would be a non-profit effort. Would naturally be so since I would eat up any profit.
Rockman: You and the Bluebell.That is why I use the example. Ice cream not allowed much any more due to cholesterol. Have not been back to the area of that little creamery for many years. I'm so old I even remember the barbecue at the Central Meat Market in Giddings. The days of the 5000 active drill rigs---remember them. Worked with all those good ole boys just trying to rape the land and destroy the world except for us doodle buggers of course. Say, did you see all the pictures floating around in the late 70's (if you were still at Mobil) of the Arun gas field blowout--400 MMCFD. Field gave Bob Graves his career. Remember Raliegh, Tav, and Alex Massad? Would have loved to see Tav at one of these hearings. I remember him laughing at one of the senators questions he thought was stupid during the "old oil", "new Oil", WPT hearings. He would have been more entertaining than Tony H.-- Greek from New York.
Damn dan...you are old! You sure you're not dead yet? Boy, old names take me back. I actually brushed elbows very briefly with Alex "The Ax" as he was unaffectionately known at Mobil. Just don't have the personalities like that around any more. But that ain't necessarially bad I suppose.
It's about the order of things.
Right now, there a problem of a blown well and the efforts to fix it.
That's a priority here.
I need to learn as much as possible so that I can understand what is going on.
Tech articles help a lot of people.
As for the moral questions about corporations, there are plenty of blogs for that.
The way forward in energy and what to do to lessen the use of oil is also dealt with here.
I must add a comment on your last paragraph, which I find offensive.
Don't knock people who work with ther hands as well as their brains. Without them, you'd be living in a cave.
Poor soul, you have stumbled into the wrong TOD location. Head thee over to the Drumbeat, the Campfire, or whatever Nate Hagens comes up with in order to appease your non-technical appetite.
I am in total agreement and almost in despair that so many posting on this site are so completely unaware and unable to appreciate the role of not only corporate corruption (with spill over to the public sector), but also the impact of Grover Nordquist's statement -- the impact of making "government so small that you can drown it in a bathtub". We now have that -- it is small and dysfunctional -- filled with employees linked to the industries that they are charged with regulating -- ALL unaccountable to the citizens...
I read truly knucklehead comments like having the government completely step away and let BP -- BP fix this! Holy Shmolley -- how could smart people be so blind!
We are having a huge crisis of accountability and responsibility across all our major institutions, both private and public. People are not only making bad decisions, they seem not to be held accountable and the public keeps looking for magic fixes where there are none. At some point, when you urinate in your own water, you just have to drink it and accept the consequences.
Not only have we had two or more decades of wanting little or no government, but we havent even insisted that what little we had worked. In the private sector, we have watched the financial, real estate, Toyota, GM and insurance agencies screw over the public time after time and get away with it. I hear the poor technical shills on this site wanting to lick the boot tops of the very industries that not only made this mess, but will expect the public to clean it up and smile while doing it! To me, they are no different than the so called capos in a prison camp -- willing to uphold the corrupt order of things so that they can get what? A few more peas with their thin crust in the evening?
Really, we are in a crisis of morality that has nothing to do with religion but everything to do with how we are going to go forward as a nation not only of, for and by the people but a nation about believing in responsibility, accountability and integrity...
To all the wonderfully smart techies on this site -- I have enjoyed reading your techinical comments and seeing your really high level of knowledge on drill pipes and oil, but some of you are quite blind and saddeningly/maddeningly, like you say Stiv - "pterochemical-engineers who seem to want to be flunkies" and boot lickers to the industry.
Elie, this is going to come as something of a shock. You caused the Macondo blowout by reducing our ethical choices to (a) take the money or (b) starve. The middle class is being eaten alive by the nanny state that you and your like-minded cohort voted for. Those few of us with brains and gumption whom you denigrate as "want to be flunkies" are keeping your high maintenance lifestyle and lavish social welfare scam afloat, not as a public service, not for your benefit or anyone else's, not safely or happily, but simply to feed our families and put something aside for the future. Not your future or a so-called sustainable future. An individual private bankroll.
You don't even grok the big picture at BP, where trading oil & gas contracts is their best performing profit center. Next most profitable is drilling and production. BP doesn't make a dime serving you with refineries and retail.
If all the consumers in the US went on strike, refusing to buy gasoline and jet fuel, nothing would change. Highly educated and experienced oil men would still make big bucks. Oil companies would still cut corners and make most of their profits from hedging, gambling with Other People's Money, and payola to dictators at home and abroad.
If you want us "flunkies" to change, cut government, cut taxes, and give us a choice where we can work. Geologists and engineers would like to change the way we do business. But there has to be more than one job opportunity.
Totally up to you. Fewer oil jobs, less ethics, like Russia.
There seems to be nothing in it for the public to support the BP scam. Sounds like you are saying they make their millions no matter. I think that we all know that. What is surprising is that the "nanny state" you despise has the opportunity to give more to more people than the company that by your own admission is not doing much except trading futures and financial speculation to make its dough. THAT in your world is to be considered a desirable state to which you wish to aspire and support.
I have nothing but contempt for boot lickers like you who trade off the welfare of the many for your own lucre.
BTW -- I have no lavish life style. I work hard and make an honest living in healthcare. I am willing to work and pay my taxes for everyone, including YOu and your family, to have access to critical services such as health care. But I believe in the value that we are all in this together. You don't. In your world of social Darwinism, you are happy to step over the bodies of us average Joes to bow deeply and lick the boot tops of your corporate royalty. Hope it tastes good and that in the end, it gives you the security you aspire to. It certainly gives you no humanity
what scam??? The one where they produce oil products for YOU to use???
We in the industry do nothing more than you are doing....making a living providing a service (albeit to many ungrateful slobs).
It's funny but the bodies who are being stepped on are those who work by those who don't.
Please. I totally accept and acknowledge the role of oil and that I use and Need it. I do not disrespect your work. Not at all. No dispute about your hard work and that oil workers are not responsible for the more exploitive part of the oil industry's profits. I also do not hold up health care as any gold standard .
I was/am reacting to the label that you have given me and the values that I care about -- which at the end of the day have nothing to do with negating the value of energy sources, but YOU negate the role of government as any positive agent for change and improvement of the lot of many people in this country. Your continued blame of government, disparagement of what I believe of as solid efforts to make sure that people have the basics of what they need, and the insulting way that you do it made me blow up. I apologize.
While I am in health care, I also worked with a Federal agency that oversees the quality of care for many people who are very vulnerable. I felt good about what I did and that I was offering value to our citizens. To read over and over about your contempt for the common good and for a government role in that is beyond what I can take.
So no -- I do not disrespect anything you do. At least pretend to have an open mind about the role of government (Ha!).
I have no idea who you think you are responding to but I certainly haven't labeled or insulted anyone in my total of 4 posts.
I guess you should change your password, your account has obviously been compromised.
Elie -- Healthcare??? Talk about your con games. You better prepare yourself for an avalanche of healthcare nightmare stories about $40 aspirins and wrong limbs amputated. I always catch little flack since I work in the oil patch. But that's nothing compared to the public perception of hospitals and doctors. Google "nightmare stories" I bet you find 20 times the sad tales about your profession as you'll find about mine.
Hang in there kid...going to be a rough ride.
"I bet you find 20 times the sad tales about your profession as you'll find about mine."
I am sure that is true. We are in a greater position to harm people directly by our actions and inactions. We are humbled by that, for the most part.
That said, what are YOUR limits, if any? Do you have any sense of disappointment in what happened here? As an oil professional, Rockman, don't you cringe that something so important may have been managed so poorly?
In health care, without a doubt, people make horrid mistakes that literally cost people their lives. We practice and train and still it happens. But we acknowledge that and there are both regulatory and legal means to address our mistakes and more serious lapses. We can't count on political contributions or declaring bankruptcy or manipulating appointments to major agencies to mitigate our mistakes like BP and other oil companies have. Indiviudal professionals pay the price, they go to jail, get fired or are otherwise disciplined. What is going to happen to BP?
Eleven people died, and before that others, and still, you guys blame the government somehow. Where is YOUR accountability to each other? Where is your honest contempt for bad actors and bad decisions? What are they going to pay?
Too much of the discussion here is just about the captive agency, MMS. It was purposely corrupted and exploited, packed with toadies who would pass on important safeguards and accountabilities. That said, what about BP and the oil industry cared enough to try to do the right thing? Instead they posted fake assed plans about what to do in this or that contingency, completing blowing off the consequences of what could happen... and yet you ask to have government have NO oversight over this???? REALLY?
I just looked today for the emergency plan for the BP refinery 2 miles from my home. Aint much that I have found on line and what I have found, deals only with evacuating their own employees and notifying the appropriate state and other agencies, but without any timetables. Now, you tell me, if YOU are advocating that these corporate organizations are such stellar actors, why someone outside of their organization has to tell them that this is totally unacceptable bull?
The oil companies and the corporate sector has a chance to pull up their britches here and man up. Not seeing much of that, despite your very vigorous and unbalanced protests to the contrary.
Elie -- Excellent response. I took a cheap shot and you didn’t take the bait. You and I see much alike. Judge for yourself if you have the time to run back thru some of my posts. I have had my well being put at risk more than once by operators no better than BP. And I have had friends/associates that were crippled/killed by such cavalier attitudes. BTW…one of my gaugers lost his nephew in the BP explosion. We in the oil patch all know what goes on out there. Unfortunately the country is paying a hell of a price for there learning curve.
Glad to have you here. Would get boring if we all sounded just alike.
And I am very glad to be here. Mostly I just read and try to learn. My hubby is totally impressed that I can explain to him a little about the complexities of what I have learned about how drilling works.
Who knew?
And yes, Rockman... I have read many of your posts and know your many points related to acknowledging how the system is supposed to work and the many points of honest accountability...
Its tough lonely business, isnt it? Stopping something and speaking up when so much is on the line. That courage is very infrequently celebrated in our culture, but Lord, how many of us are walking around and doing our everyday things because some "Joe" or "Joanne" had that chutzpah to "stop the line"?
Blessings to all Joes and Joanne's this Fourth of July! The unsung American heroes.
Elie -- not tough and lonely anymore. I’m lucky to be ending my career where I call the shots or walk. But I’ll never have to walk because my boss and the owner see it as I do. But I’ve had my days like every other hand where all I could do is keep my mouth shut, ignore the anxiety and make another pay day. I doubt you’ll find one hand that wouldn’t say the same. Some might call it a tender trap. Perhaps volunteer potential victims. There's the choice for a rookie floor hand: make $10,000/yr flipping burgers (IF he can get the job) or make $26,000/yr working the floor with a chance of reaching $60,000 in 8 or 10 yrs.
And now the moratorium would have 30 of them applying for the one burger flipping job. Thanks again BP.
I hear that... totally.
Not much to say to that right this second.
If we did it right, they wouldn't be applying for the burger flipping job, they'd still be offshore...building transmission links to wind, wave, and OTEC plants. The choice between oil drilling and burger flipping is ultimately a false dichotomy. A bad moratorium puts thousands out of work with no alternative; a good moratorium is an opportunity to revisit safety standards and appropriate oversight for our existing energy sources and build the critical mass of political support needed to transition to something more sustainable.
Hence the importance of the political, economic, ecological, and yes, even legal sides of the discussion here.
Yes. Absolutely.
Further, if we did things right, we'd be taking care of our fellow citizens who are affected by the perfectly sensible moratorium.
I am embarrassed that we are not.
It was nice to see NY Times print some letters today showing more of the public supporting a sensible approach and understanding that the moratorium in and of itself doesn't have to wreck the Gulf's economy.
http://www.nytimes.com/2010/07/01/opinion/l01oil.html?ref=opinion
that second one down is mine, BTW ;)
eh yeah you know though, in a 100 years we'll still need health care. Hopefully, we won't need an oil industry, or at least it will be small enough I can nuke it in my toilet. "Hang in there kid...going to be a rough ride."
To clarify, if you cut government, cut taxes, you will have gasoline for your car and food distribution, natural gas for heating and agriculture, jet fuel for air travel and air freight, plastics for health care and hygiene.
I don't doubt you work hard. If you liberate the economy, you will earn and save more. Bankers will rediscover the lost art of lending. Oil companies will compete for talent and rig hands will be more willing to yell "Stop!" to save their own skins.
This is the Great question. Liberty or death.
On Deepwater Horizon it cost 11 men their lives, because they were too scared to challenge what the boss said. The boss was too dull to challenge what the company man said. The company man couldn't contradict the shore boss. None of them could quit and find another job.
"On Deepwater Horizon it cost 11 men their lives, because they were too scared to challenge what the boss said. The boss was too dull to challenge what the company man said. The company man couldn't contradict the shore boss. None of them could quit and find another job."
Our taxes are the lowest they've been in decades, and among the lowest in the world. Bush enacted the biggest tax cut, but it did not seem to prevent the DH disaster. How low would they have to go to actually prevent blow-outs?
But apart from that, the scenario you painted in that quote is interesting. There's probably more than a grain of truth to it.
You are quite right in we have the lowest taxes .. but not just in decades since we past the 1/2 century mark on that on the lower bracket, 1941 was the first year that the lower bracket started at 10%. On the upper bracket, in 1917 highest paying bracket was at 67%, there was a drop down to the 25% range during the periods 1925-31, followed by 1932 when the upper bracket went to 63%. From there it ranged around 70% with the highest being between 1951-63 at 91-92%, in 1982 the upper range dropped to 50% ... of course 1951 to 1963 had to be a period of total economic disaster in the US since we have all been told that the country's economy can not be healthy, and business would totally fail if we didn't keep the rich with a tax rate of 35% or less.
Heh, one of the lefty blogs or columnists I read yesterday today (sorry, can't remember which, but maybe someone else here will recognize this) was pointing out that John Boehner's moan that "this ain't the country I grew up in" (my paraphrase) was spot on -- but not in ways helpful to his cause. Boehner is 60, so, for instance, that 91-92% highest-tax-rate was in effect when he was a sprat. Can't remember the other, similar examples, but Boehner's rant ended up looking foolish indeed (as is his wont).
Thanks Lotus, looked it up http://www.guardian.co.uk/commentisfree/michaeltomasky/2010/jul/01/usa-r...
My father and I had this discussion at the beginning of the Reagan era .. that and the one on deregulation .. Dad was an Eisenhower Republican, much different that what the Republican party currently looks like. Having been in Panama '58-62 I was not that impressed with Eisenhower myself but that's a different story, I'm close to Bonner's age.
Federal top marginal rate 39.6% on worldwide income
Self-employed Social Security and Medicare 15.3%
Capital gains and dividend taxes
Airport fees, airline ticket tax 10%
Gift and estate taxes
Federal and state excise taxes
Federal and state gasoline/diesel taxes
State income taxes
State and local sales tax
Local property tax
Severance and yield taxes
Personal property, vehicle, boat taxes
Special assessment districts
Road and bridge tolls
City and county employment tax
- not including
Federal and state corporation taxes and fees
Federal and state mandates
Unemployment insurance
Workers compensation insurance
Professional liability insurance
Federal = 18% of GDP
State and local = 12% of GDP
Total taxes = 30% of GDP plus mandates
Well you can get rid of your State tax by moving to Alaska, Florida, Nevada, South Dakota, Texas, Washington,or Wyoming. And as long as your income is not from your holdings in Stocks, bonds, mutual funds,etc. you could also move to New Hampshire or Tennessee.
The majority of the 11 men were NOT in a position to challenge what was said, they were just the worker types doing a dangerous job. Trying to blame them is disingenuous at best and down right mean spirited. They are not here to defend their reputations and their colleagues are being silent due to pending litigation.
The supply and demand to service the consumption is what drives the price which is what drives the more risky drilling. Perhaps if we had MORE of our money to keep versus sending it off to be squandered by Washington we might be able to save more and invest more in promising companies exploring new ways of reducing consumption and/or reducing drilling risks. It's a known fact that if we have more money we will put it to work GROWING the Economy in many areas. The Government seems to be doing a good job of SHRINKING the economy excepting Government employment and welfare. How long can we continue to let the Government spend 62% MORE than they take in via taxes? And what does Joe Average get for his share of that 62% deficit, a ineffective, bloating, ignorant, self-serving, self-perpetuating group of bureaucrats.
"The boss was too dull to challenge what the company man said. The company man couldn't contradict the shore boss. None of them could quit and find another job."
This -- a thousand times. (just that part -- your other part is pretty nuts to me)
There is no logic whatsoever in your first point. It makes no sense and is not coherent. Economies are not liberated... Economies are the result and sum total of the activities of all of us participating in it. Period.
Do you at all perceive the assymetry of power reflected in your statement? Too much is controlled and manipulated by those in the corporate sector at the expense of any other value. Don't you see that?
My guess is that you don't...
Elie, this is one of those rare occasions when we have an opportunity to talk to each other. Probably never happen again. I'm glad it did. Please consider what democracy means. You and millions of ordinary citizens from all walks of life including 75 million government workers, retirees, welfare recipients and students elect thousands of state and Federal legislators, state governors, and US presidents. The society in which we live is of your making, not corporations (and certainly not me).
In your honorable work in the health care industry, have you had occasion to come in contact with rubber or plastics, or other petroleum products at all?
From my admittedly limited experience doing charity work shipping medical supplies, I've seen a fair amount of plastics. If your organisation is interested in making donations, we would certainly love to hear from you.
Just a general link about the plastics and rubber manufacturing industry:
http://www.hoovers.com/plastic-and-rubber-products-manufacturing/--ID__4...
I answered upstring. Of course I have! Lots of people would not be alive today or have much worse quality of life without plastics or oil. NO DISPUTE..
But lots of people would literally be in shackles or suffering in bondage or through abuse of our major institutions without the courageous and meaningful intervention of government.
My people were owned at one point. It took 200 years but we are citizens now -- things are not perfect, but we are able to contribute to this land and I am proud of this country and the hard things its done that put it far and away ahead of so many other countries. I do not take for granted or underestimate what was won and continues to be sustained -- sometimes at great cost.
I want fairness in characterizing the important roles that both government and the private sector have. It is not either/or -- it is WE the people.. and we have to figure out how to help each other.
BP employees help bring a precious resource to the surface for use by the masses. I live less than two miles from a BP refinery. BP has been a good partner to my community on salmon restoration and other habitat improvement. I know some folks who work there who show up regularly to our work parties and contribute to the effort we are making. I am not a one dimensional critic.
But I will not have the role of government disparaged and denigrated thoughtlessly to hoist some ragged "corporate sector knows it all and is the only right way" chant above what our common public good should be. There is no way that is true and no way that it SHOULD be true.
Instead, we should all have a health skepticism (borne of some intelligent reasoning), that all untested, unchallenged systems are probably highly suspect and that we should have and voice skepticism always to any ideas or control that are absolute.. That is all.
Why do people think petroleum is the only way to make plastics?
http://www.youtube.com/watch?v=EfKPDHq4fTQ&feature=related
The middle class was created by the wealthy owners of property as a buffer against the almost constant revolt, bordering on revolution, that was reaching a peak in the early 20th century. A few of the elite realized that if they didn't give something back to a greater portion of the population that they would loose it all. And the rest of the elite never forgave them for it. But the New Deal would have failed, if not for the riches born of the US empire made possible by WWII and most importantly the incredible bounty brought on by the age of oil.
The empire and the oil are failing, and the middle class is going away, with wealth concentrating in the hands of the few. It's not the nanny state that's killing the middle class, it's that after the elite take theirs, there isn't enough left over. Corporations are the tools of the very wealthy, as are the fake grass roots organizations they create like the Tea Party.
Learn history or be their bitch.
I think I have to clue a few peopole in on who "Evil Corporations" are. We have met the enemy and it is us, companies, to invoke the vernacular, are us; IMHO believing that this social construct is something other than you and me is the epitome of hyprocracy. Who among the distractors of capitalism does not work for a company, or gathering of people, and who, among these stalwart indivduals has the intestinal fortitude to put together an organization that provides more added value than the group of people (the evil corporation) currently providing your meal ticket. For them that cannot recuse themselves from this ilk, I say "Shut your pie hole". If you happen to believe that the modern structure of industry is misguided, you are completely free to excuse yourself and join whatever commune or other individual arrangement you feel better fits your moral predisposition. In the mean time, look down at the keyboard (made of petroleum) you are getting ready to type your scathing rebuttal on, and remember that if it were not for the benefits of the industrial advances based upon the system you are so fond of bashing, you would probabaly be too busy gaterhing buffalo chips to cook your non-processed-food meal to even have the time to bother.
That all of us and all we have are a product of the existing system proves nothing about the worth of that system, how it functions or who benefits from it. Nothing in your comment addressed anything I wrote. You shall likely have an opportunity to reap the benefits of truly unfettered corporate power, as I expect that will be one of the next steps in the failure of this empire. So remember - they're just "you and me". Along the way, many will count themselves fortunate to have a meal of any type to cook over buffalo chips or any other fuel.
Twilight,
I have no interest in a flame war and was not attempting to address any of your points directly; I should have alluded to the premise that your points were only representative of the kind of overall position I take issue with, and appologize for seeming to single your notes out of the choir. Never the less (now, you knew this was coming:))Let him who's paycheck does not have "Inc." or ".gov" on it as the payer, cast the first stone. If the sky is falling as you suggest, and as many have throughout recorded history, it baffels me why so many who are so sure it is true do little more than wring their hands and complain that somebody (other than themselves) are so remiss in not doing something about it. Strike up an economy that is not driven by greed for individual profit (I'll leave the motivational concept to you), form a cooperative that competively bids for federal oil leases and provides the energy requisite to your other endeavors in a 100% risk free and evironmentally benign manner, we all look forward to making our individual contribution to the success of your ability to trump the current misguided approach with your revolutionary and exciting ideas.
If you're curious why some people here seem to be aliens from another planet, with no knowledge of the world you see around you, maybe, just maybe, it's worth considering if it might be you who is the alien.
Five Steps to Tyranny (59 minutes; bookmark it for later if necessary)
http://video.google.com/videoplay?docid=8014117996551858132
"Though it might appear otherwise, my writing is not really about nations and histories; it's about power. About the paranoia and ruthlessness of power. About the physics of power. I believe that the accumulation of vast unfettered power by a State or a country, a corporation or an institution - or even an individual, a spouse, a friend, a sibling - regardless of ideology, results in excesses such as the ones I will recount here."
--Arundhati Roy, Come September
Human nature at work in a mostly unaccountable setting can create truly monstrous things. We are our own worst enemy.
Yair...hang on stiv! At this period in the catastrophe thats what this site is about IMO. Down here in Australia the media coverage is almost non existant and there are a few of us who are interested to educate ourselves as to what is going on.I'm sure that after the nightmare is over there will be time to reflect on corporate culture and what all. I appreciate the detail and time put in by Rockman and all the other oilfield blokes to explain the situation...I used to moonlight occasionaly for a mate who drove a poler for Richter Bawden drilling working out of Roma in about 1963 and thats about as far as my oilfield experience goes.
Thanks to all
We try to have some of each kind of post.
An overview kind of post is in many ways harder to write. Anyone can say that BP cut too many corners, and were asking for trouble.
One issue that has been left out of the discussion was the drop in oil prices since 2008. At high oil prices ($100 to $147 range), oil companies had enough money in their budgets that they could pay proper attention to safety, and still make an adequate profit. Once oil prices dropped, there was a great deal of temptation to cut corners, to make budgets work with lower oil prices. One WSJ article mentioned that this seemed to be an issue with the Deepwater Horizon blowout.
Another issue that probably needs to be talked about more is the role of the poor estimates MMS made of the likely impact of a well blow-out in the Gulf of Mexico. The MMS 2004 study on which companies were required to rely showed very little chance of the oil reaching shore in 90 days, if there was a blow out. Hence, there was little need for much preparation. Companies were required to follow the report-- hence, the inadequate preparation.
Maybe I can write some more on these issues.
Gail: I wonder how much the conclusions reflected "regulatory capture" and "the revolving door." Was there pressure from the top in 2004 to come to a benign conclusion?
The 2004 report was clearly based only on shallow water wells. There was discussion that it needed to be redone for deeper wells, no one ever got around to it (or had the budget for it, I expect).
A person wonders what the process was by which the analysis was prepared. (i haven't looked into it). Was it prepared by a handful of staffers making $50,000 a year, who were way in over their heads? Or was there industry pressure? Or was the analysis done by suitable researchers, but the modeling capability was so poor that its predictive capability was terrible, but no one really understood the lack of modeling capability?
It seems to me that there had to be at least some sort of honest mistake in the process. The last thing the industry would want would be to be embarrassed to death with a huge blow out that spills oil all over, that they are not prepared for.
Gail -- Interesting observation. Reminds me of the comments on TOD regarding how little regulated (by the govt and industry) offshore drilling is today. OTOH I've seen few industries with as many regs as offshore drilling. I don't think most folks know that an operator can be fined thousands of $'s if an MMS inspectors discover a plastic 5 gallon bucket on a drilling rig that doesn't have the name of the contents and the supplier labeled in permanent ink. Doesn't matter if it's a dangerous chemical or dish washing liquid...same rule applies. That way if it falls overboard and eventually washes up on a beach somewhere the MMS knows who to send the pollution ticket to. Not really a bad rule IMHO. And companies get ink for such violations such as having too many burned out light bulbs. Anybody here works in an business where they can get a fine for such careless activity? Again, some merit to such a rule IMHO.
But obviously the govt didn't do a bang up job regulating issues that led to the BP disaster. That seems to be the ultimate disconnect: the offshore drilling industry is heavily regulated but not in the areas where the worst of outcomes can develop. To be very crude (pun intended) the feds have been very good at regulating the chicken sh*t and very lame taking care of critical issues. With many operators the MMS gets away with it because those operator do make a serious effort to follow the safest drilling practices. Obviously BP isn't one of those companies. And I have firsthand experience dealing with other operators like BP. You would be hard pressed to find many hands who had worked offshore for more than few years that couldn't relate equally scary stories.
We've already covered much of this deficit and I'm sure more will come out as the real investigation begins. Obviously rules will change. But new rules poorly enforced probably won't make us any safer. And there's always those unintended consequences that might actually make drilling offshore more risky. Time will tell.
RM, let's also not forget in the continuous MMS bashing that they had 30,000 SUCCESSFUL!!! wells drilled in the GOM without a major spill of any kind! Also as I've been observing the responses to this blowout since the beginning, I'm convinced more than ever that either by ineptitude or design this has been allowed to escalate into a full-blown disaster/crisis. If Rahm is involved, I'm inclined to believe the design angle, that this administration is purposely dragging its heels to pursue its own agenda. I've already commented on the moratorium and how that directly benefits Soros for instance, at least 9 deepwater rigs are already on their way there. You know and I know they may NEVER come back.
In addition this site has been inundated of late by a lot of lawyers, no doubt hoping to learn enough to cash in on the latest wave of ambulance chasing. Unfortunately as this article shows, that avenue has been closed to them by explicit provisions of the $20B fund:
http://online.wsj.com/article/SB1000142405274870433460457533918160124057...
The closing quote was quite sublime: "As prospects of an oil-spill jackpot for the plaintiffs bar became less clear, some attorneys who attended Tuesday's meeting were already looking elsewhere for potential targets. Several clustered around a newspaper article describing how two new studies had shown a diabetes pill was tied to heart attacks."
I don't really have a problem with lawyers, it's just that 99% of them give the rest a bad name.
Your comment is completely disgusting.
Your incredible and in no way substantiated paranoid idea that this administration (or ANY other), would purposely do something this horrible is beneath contempt. To make that sort of serious and profound allegation, you should at least come armed with some sort of proof.. Many people vote for our leadership and have expectations that they and we will not be subjected to this kind of unsubstantiated crap without cause. I voted for Obama and think he is doing a really fine job. You can of course disagree. But there is a world of difference between substantive differences in opinion about his policies than blaming him for causing the worst man made disaster in this country's history -- because of some nefarious "agenda"
Elie (or should I say Michelle?)
Let's see, I've had to put up with bozo's blaming Bush for creating 9/11 up until THE PRESENT, so I'm not going to back down for YOU. I NEVER said Obama "caused" this disaster, but CLEARLY said his administration has made it WORSE. I have TONS of data to back that up, and the American public agrees with me, read your polls.
There was a discussion above about democracy, but this administration has clearly demonstrated that it doesn't care what the public thinks (Obamacare come to mind?_), so democracy is out the window. The democrats had a filibuster proof majority, yet STILL pretended that they weren't able to do things their way because of republican interference. That was an out and out LIE! I don't approve of ANY government stuffing 2300+ page bills down my throat that are voted on down party lines that NO ONE HAS READ!! This government is doing that, and I don't approve. If you think that constitutes "doing a fine job" then you're either married to Barack or you're hitting the Prozac a bit too hard.
I'd have been happy to vote for Obama, but his resume was lacking. The man has not managed so much as a coolaid stand since he was a kid, so how can we trust him to manage the country? Now I'm confident my analysis was correct then and is correct now.
In all the nonsense about corporations above, I'd also state that I've both worked FOR corporations and RUN corporations. The concept is simple, a corp can accomplish more than an individual BECAUSE of the shared ownership. Individuals such as George Soros who have amassed tremendous wealth are the pernicious threat to our democracy. He buys elections and handpicks government officers to run the "corporation" called the USA. He could care less if the US goes down the tank, as long as his short bets on our currency pay off. What if I could short Microsoft and put Johnny Knoxville in charge?
You forgot ACORN and Vince Foster.
Red -- I agree with you about the success rate. I also consider most of those safe efforts happened in spite of the MMS more than to their credit. Safe operators drill safe wells. And most are. I might loose a well one day but it would never be a result of not watching my mud returns, which at the moment, appears to have been BP’s fatal error. But remember one of those 30,000 successful wells included one I was on that was the most dangerous situation I’ve been in. The only reason they didn’t kill me or any of the other 125 souls on board the drill ship was that they didn’t cut any pay. I’ll skip the details but what they did makes BP look like one of the safest drillers in the GOM.
is the 2004 MMS study related to Oil Spill Risk Analyses http://www.theoildrum.com/node/6667/663380 ?
I looked at one of the reports linked. It looks like an example of an MMS report published in 2007 (based on the OSRA Computer Model, that had been prepared earlier) that companies were required to use. Page 6:
This was one of the places where the study went wrong--assuming the oil would not persist beyond 10 days. This is what knocked down the chance of oil ever hitting shore.
It looks like Princeton University is very much involved in running these analyses (p. 5):
This looks like it is one of the papers referenced. All of the authors seem to work for the MMS. It was published by the International Oil Spill Conference (IOSC) for 2003. (These same authors were involved in several other of the references.) So it looks like MMS was doing its own work in developing the models, which now seem to be being run by people from Princeton.
There may have been some early work done by an outside organization. The oldest reference is
Herring, H. J., M. Inoue, G. L. Mellor, C. N. K. Mooers, P. P. Niiler, L-Y. Oey, R. C. Patchen, F. M. Vukovich, and W. J. Wiseman, Jr. 1999. Coastal Ocean Modeling Program for the Gulf of Mexico. Report Numbers 115.1, 115.2, and 115.3 with appendices 115A through 115O-P. Prepared for the Minerals Management Service.
I didn't find it on the Internet--just references to it.
"Once oil prices dropped, there was a great deal of temptation to cut corners, to make budgets work with lower oil prices."
And don't forget that most of the impetus for that came from Wall Street - the traders fixation on immediate profit instead of long term gains. Back in the 60's when I started working, most companies took a long view on their path forward; most forward-looking statements were for two, three years out. Now it seems they all gear towards quarterly reports, to satisfy the analysts demands. I've seen many times where the analysts expected a 17cent gain, 15 was reported, and that was seen as a failure to maintain profitability.
"Companies were required to follow the report-- hence, the inadequate preparation. "
Here is IMHO the biggest problem that our system has developed - lack of accountability. By setting up Rules and Regulations monitored by bureaucrats we are set up to fail spectacularly. As long as you follow all the R&R, they will sign off on the process. Try to get a deviation, even though you can show concrete proof of future failings, will cause delays and obfuscations up through the chain, as no one in that bureaucratic chain will put themselves on record as responsible for the slightest deviation.
Many thanks for the site, and the wide-ranging, and to my mind valuable, discussions you allow here.
Lurker since 2005. First time post.
"the drop in oil prices since 2008. At high oil prices ($100 to $147 range), oil companies had enough money in their budgets that they could pay proper attention to safety, and still make an adequate profit. Once oil prices dropped, there was a great deal of temptation to cut corners, to make budgets work with lower oil prices."
My cynic's reply is that "adequate profit" is often seen as not enough in today's global business model; to profit at least as much, if not more, is the end game, IMHO. To state the obvious, when world oil demand declined with the tanking of the world economy, to sustain profits in their previous parameters, something had to give. The question, as always, is what? Therein lies the rub.
The safety budget available to the operator is more or less independent of the level of oil prices. It's the safety rules, and the degree to which they are effectively enforced, that is the main driver.
If the rules were tightened tomorrow in such a way that the cost of compliance doubled, certain projects, existing or planned, would no longer be profitable. These marginal cases would lose money, or would not go forward, or might even get shut in. This would tend to reduce the supply, and raise the price of oil.
Let's look at the opposite case -- the price of oil doubles overnight. That would be great news on Wall Street, for about a day, and then the analysts would ask, "What have you done for me lately?" The Street is never satisfied (believe me on this one.) So even at much higher profit levels, there is always pressure to cut costs although it might slacken somewhat at times.
Gresham's law says "the bad money drives out the good." In a similar manner, the unsafe operator always has a financial advantage, and can bid higher for the next opportunity.
The risks and benefits do not accrue to the same parties. The managers are risking the shareholder's money, and the senior managers who are not on the rig are not risking their own lives. They may be good people who are not trying to harm anyone intentionally, but the fact remains that rewards and risks do not impact the same people in the same way. This is a classic example of an "externality," the market by itself cannot balance the risks and rewards for the society as a whole. We need rules.
When you see a foolish regulation, you have two choices. You can complain about the government, and abolish the regulator, letting the free market have its way, or you can fix the rule.
I have met the government, and it is us.
I humbly propose the 3rd choice of smart regulation. The "left" choice is 100% government run organization, perhaps like VA providing medical care. The "right" choice is 100% private run organization, perhaps like a drug dealer. The smart regulation choice uses both government and private organization, perhaps like the Rockman, Inc. proposal.
Unfortunately, the public has pushed politicians into a permanent campaign that never ceases to allow for smart governance. I'd be curious to know how many politicians, after being sworn into office, conduct a fund-raiser for their campaign before casting their first vote. And many voices to TOD continue to shout these campaign slogans in support of the permanent campaign.
No one has a crystal ball to see the end result of their actions or inactions. The smart reaction is to learn from the experience and apply safeguards so the experience won't be repeated when the emotion of the experience has been long forgotten.
Huh?
This site is called 'The Oil Drum' ... not 'Rodins Ruminations' or 'New Socialism'.
Additionally, the amount of true technical content here is currently low ... there is a lot of political verbiage blocking The Oil Drum air waves.
PS I assume you put yourself in the Wisdom & Visionary classes ... yep, thought so.
PPS As for corruption, I bet you will see a lot of that BP money go towards new cars, vacations etc for unaffected locals and grasping lawyers.
Additionally, the amount of true technical content here is currently low ... there is a lot of political verbiage blocking The Oil Drum air waves.
That's partly because there is little technical action going on at the well site right now, but there is a lot of "political" action in the courts and congress.
The politics of oil is a big deal. Just as the well is controlled by natrual forces, the industry is controlled by political and economic forces. They are both relevant. Maybe this is not the proper forum, though.
It is hard to discuss politics. It's emotional. And it's a very messy process. But it is important. That's where and how the desicsions get made and the competing interests get worked out.
Given where things are right now, the politics of oil and how to balance the competing interests while reducing the risk of another disaster is a very timely topic for discussion, and a very important discussion to have, messy as it may be.
I suspect that when the overshot tool is ready to be deployed or something else happens with the well, topics will change quickly. I personally enjoy the technical discussions more than the political stuff, most probably do. Some of the technical discussions are riveting, and there are few sources like this one. But the number of people who can competently discuss them is limited, and when they aren't talking, the other stuff tends to fill the void.
If the talk is tipping to far to the non-technical, some guidance from the editors would probably help correct that.
syn -- Well isn't that exactly what one might expect a legal eagle to say?
Yes, yes, if you're a hammer, everything looks like a nail.
I like the technical side as much as the other. More, actually, because the other problems are too daunting and intractable to even discuss sometimes, maybe in small doese. The technical stuff is a nice escape from that hell.
I'm trying self-censorship, but it isn't working.
Actually you are doing fine. I would disagree as far as technical effort going on at many locations. May not be getting to the results you want as fast as you want ....but does not mean a lot of pretty good folks from gov and industry are not trying. But opinions are like certain body parts ..everybody has one. There a million stories in the Naked City! or is it the Naked Blogosphere.
Thanks. I have no complaints with the actual efforts of the people out there, although i do think the skipper of the Whale is a bit of a con artist, and a good one!
Risk assessment, management and planning. That's my primary complaint, and why it was so inadequate.
Despite not understanding some of it, I am very grateful for the tech stuff.
When BP is not honest, and our government is suspect people like me have to look for info on their own. Have y'all seen some of the crazy sh*t out there about this?
Trying to learn something new and gain some small understanding goes a long way to ease the mental blow of what I see happening.
Thank you again to those who teach so many others here.
Syn - kind of a slow afternoon and got a little bored and decided to mess with you a little. Tried to use that old lawyer trick of making a somewhat non-committal statement and sit back and watch the witness hang themselves.
I'm disappointed...you're too good at this.
Rockman, I knew you were up to somethin. But I'm glad to see it was some fun at least.
It's enough of a mine field in here on a day like today without you playing sneaky lawyering tricks on me!
syncro: I just remind myself on bashing days like this of the old SCOTUS case.. what was it's name?... of yeah... Miranda. Keeps me from wasting my time too. "Never try to teach a pig to dance: It wastes your time and greatly annoys the pig." — Robert Heinlein
EL, your sense of humor is right on. And sometimes it takes a mirror to see the pig, unfortunately.
syncro: After reviewing all the lawyer bashing today on this site, I just decided to leave it to the pigs and move on. Good to have had discussions with you. Take care, mon. EL
EL, I hope you don't go. The funny thing is, the more of you they see, the less the stereotype will hold, and they know it. Like usual, it's only a few who are blindly, stupidly ignorant.
Besides, it's a badge of honor, the way I see it. You are not made a boogeyman unless you are considered a threat. Most people's prejudice against attorneys is irrational and just repetition of insurance company and corpo. propaganda.
You watch and see who ultimately holds BP accountable here. It's not going to be the govt.
I hope you hang around, El. Today was people venting their frustrations over difficult issues, and some ugliness seeped out. Most of the folks here are pretty decent, though.
syn - the lawyer bashing/pig dancing comments made a new joke suddenly pop to mind...rarely am I this creative: what do you call a lawyer who is forced tp withdraw from a case? Pulled pork. I'm not even sure if that's funny but had to kill a few minutes while coffee was making.
Not just lawyers, either. The very idea of governance, the merest hint of restriction, the barest notion of a commons...
Bob Heinlein got it right. As old as I am, I shouldn't have to be reminded so often.
If you're really moving on, it's TOD's loss. As Heinlein would say (although the youngsters think they coined the phrase), you've been doing a fine job of paying it forward.
We have little choice but to trust that the laywers are grasping on behalf of the victims, in theory, anyway. http://www.nola.com/news/gulf-oil-spill/index.ssf/2010/06/attorney_gener...
I'm curious as to what the viscosity of the mud used with the downhole motors is, and the viscosity of kill mud?
They would be one in the same. Usually a rig hand measures viscosity in what is called funnel viscosity, that is how many seconds it take to fill a quart measure with a funnel designed for that purpose and it is really just a relative measure for example 30 seconds or I have seen up to 200 seconds. The drilling fluids tech uses an instrument to measure plastic viscosity, yield point, and gel strength. Viscosity is adjusted to the flow properties needed, for example more viscosity to clean the hole of cuttings.
In this case there is not much need for hole cleaning so lower viscosity would be better, but it needs to be enough to hold the barite in suspension and the barite itself effects the minimum viscosity.
Thanks Rio, I was looking for some numbers for comparison. Is it as thin as kerosene, more like 90wt. or thicker than honey.
Never ran 90wt though a funnel, but that might be close.
???????
Or maybe TOD really is best considered a site for roughnecks and roustabouts?
I suspect the Deepwater Disaster has taken its toll on TOD's readership, shifted the demographic. Less visionaries here, more technicians whose image is becoming petrochemical-engineers-as-flunkies-and-failures.
Nothing wrong with the above mentioned demographic...they are afterall going to end this disaster after all. I believe we are all visionaries hardly flunkies/failures
d
If I'm ever in Stavanger, I'll be checking out that museum. Thanks for a little something for the toolmaking part of my brain to gnaw on.
In other news, lawmakers doing what they do, making laws: Hearings today on The Blowhard Prevention Act http://energycommerce.house.gov/index.php?option=com_content&view=articl...
Paul Noel's analysis
My apologies if this item has already been posted and discussed (if so, please advise):
http://www.infokriegernews.de/wordpress/2010/06/20/paul-noel-if-the-sea-...
"Hearings today on The Blowhard Prevention Act"
Priceless. Wouldn't it be WONDERFUL if there was such a thing in OUR Congress? What would they do all day if they couldn't be Blowhards? lol
Did I say Blowhard? hehe, oops. Wishful thinking, I guess.
It is ready. I still have to add LOTS of data, but there was a story this morning on health impacts from the Birmingham News.
What is oil spill doing to our health? Many questions, few answers in ongoing catastrophe
http://gcn01.com
Not bad for one day, it will get better. Constructive and short criticism is appreciated. Go ahead and register if you have time. I will be very generous with my contributor status, as I am new. Just try not to be too post happy right now because I am it for now.
If anyone knows how I can easily link the 24 or 48 hour NOAA spill forecast map (PDF) in a small image from NOAA to display on my front page without a daily download/conversion, let me know.
TinFoilHat, as a "journalist" who covered 9/11 I can tell you that there is a good chance that we will not find out about the effects until the workers who have been near this oil for a long period of time start to become sick....and those who live by the water suffer from asthmatic or other allergic conditions, etc.
This is how the game get played out, and has been since I started covering environmental catastrophe;s like Love Canal in the early 80's.....and the EPA has been crippled by deregulation since then.
Since you have been around the bath tub ring of oil that is the Gulf like I have, you know the smell and the look of the water-- which is not normal, the viscosity of the thin layer of coating visible in Grand Isle, looks like a sink full of water with some detergent in it.
The EPA still isn't sure how much oil in water is safe for swimming. I can tell you. zero, none, nada.
Zero it is, man, for any substance that is carcinogenic. Like benzene and other components.
TFH, thanks for your efforts. Here's a link for Gulf oil spill health hazards http://www.sciencecorps.org/crudeoilhazards.htm
http://www.mcclatchydc.com/2010/06/29/96782/health-of-exxon-valdez-clean...
Health of Exxon Valdez cleanup workers was never studied
TinFoilHat, as a "journalist" who covered 9/11 I can tell you that there is a good chance that we will not find out about the effects until the workers who have been near this oil for a long period of time start to become sick....and those who live by the water suffer from asthmatic or other allergic conditions, etc.
This is how the game get played out, and has been since I started covering environmental catastrophe;s like Love Canal in the early 80's.....and the EPA has been crippled by deregulation since then.
Since you have been around the bath tub ring of oil that is the Gulf like I have, you know the smell and the look of the water-- which is not normal, the viscosity of the thin layer of coating visible in Grand Isle, looks like a sink full of water with some detergent in it.
The EPA still isn't sure how much oil in water is safe for swimming. I can tell you. zero, none, nada.
Sounds like me you just volunteered to be an editor and write a story. Are you under contract? Does that contract allow you to post your material or work on the site? If not I understand, but I would have loved it. In any case, you can still register and I will link your work. If you prefer just to visit for now, maybe we can do a project in the future. Thanks, I am going to high tide right now. I hope there is still a beach.
You might check research data from MD Anderson in Houston and Texas Childrens Hospital on hydrocarbons. I haven't checked recently, but back when my niece was younger and in the hospital yearly with major asthma attacks the figures I read were that hydrocarbon compounds were some of the highest causes for asthma in children in the Petro-chem belt. It was recommended that she move away from the area, she was living in the Friendswood/Clear Lake area south of Houston which is totally surrounded by refineries and chemical plants. My mother also dealt with it as she had extremely bad contact dermatitis, her skin would alligator and crack open, and the only way she could control it was to not use "detergents" as most are made from petroleum. They finally figured it out when she would come back from 2 week trips to Europe with her hands almost healed as they tended to use more natural product soaps, she lives in Louisiana, and the doctors there finally tested her for hydrocarbon allergies after the 3rd or 4th trip overseas. She also has milder asthma than my niece and it also triggers when she comes over to Houston.
I'll check it out. I do have some cards in my sleeve. My middle brother has asthma. He is also a surgeon in town. My oldest brother is one of the leading Internists in town. I have 3 PhD friends in town, one is a retired Marine Scientist. Retired State of Alabama Head Marine Scientist. They all got forms and numbers to report problems and little else. Perhaps the biggest mistake the cavalry makes is in not checking with the right locals. They go to the mayor and then start working. I remember of story of General that did not listen to the locals with disastrous results. His name was George Armstrong Custer.
Google do a flu survey through their google.org site (not google.com). They use stats on searches for things like 'flue symptoms', 'treatment', 'medicines' etc and relate them to area to give a pattern of epidemic. I wonder if they can do similar things with the oil spill side effects? Asthma, allergies, depression etc. As you seem to have your finger on the pulse and are in the middle of it, why not contact them and see if there is any interest?
NAOM
http://www.photovac.com/2020ComboPRO.aspx
Has anyone got a spare handheld VOC meter to send to TIn?
Boffo, TF! Thanks especially for the eye-easy color-scheme.
Your most recent post seems to be a direct quotation of Wolfson's whole story. If so, stand by for a squawk from the B'ham News. It'd be good to read up on the fair-use doctrine and revise accordingly. (In essence: to stay out of trouble, bum only a representative, shortish passage or two of copyrighted material but not the whole piece, and be sure to credit and provide a link to the original.)
Will your readers who don't register (I just did but haven't received the password email yet) be able to see and contribute comments? You may, as time permits, want to add FAQ and commenting-guidelines pages.
Enjoy your blog -- I sure plan to!
Yes, I have to give proper credit and use fairly. I will make sure and do that. That story was a test. I will change it to comply when I get back. The AL.COM and B'ham news will forgive me. I am their top poster.
Edit: I am going to get photo for MY original story for today. I will also organize photos with a slide show and add video. It will happen fast now. The time consuming setup is done. Is free, not clogged e-mail a draw for anyone? My domain name is easy to remember and I have lots of space. Also I can host photos and videos of yours. What do you want to see in my site? I would love to compliment the scientific and technical discussions here with local health information and more political discussion. I can finally have my one rule I have always wanted. All politics must be discussed in a non partisan manner. Folks are going to get hurt trying to unlearn our patterns for deciding how we interact and try to get along. Sounds like something to watch. I really think I am in the middle, but I am sure many think otherwise. The secret is in getting good folks to support you.
The men calling the shots on 4/20 should remember that. There is more than anecdotal evidence that some of the staff had reservations and thought there was a 'kick' possibility. The object is always to win, not win alone.
Greetings TFHG.
I have registered and look forward to following your site. It is an invaluable service you are providing to those of us far removed from the battle lines. Thanks and best wishes with this project.
We'll hear a lot about health impacts for months and years, unfortunately.
One way to track would be a google alert for NIOSH & dispersants, etc.
Here's a long article in Anchorage Daily News on health impacts from Exxon Valdez (thnx to count for pointing yesterday to the excellent ADN reporting):
Health risks in cleaning up oil spills are still a mystery
http://www.adn.com/2010/06/29/1347165/some-costs-of-cleaning-up-an-oil.html
Super-spiffy-looking site, TFHG. Beautifully clean, attractive design. Excellent job.
TFHG: Excellent start. You are now doomed. Ask lotus.
Mind you, E L, I did live to tell it. Ol' TF gone be fine.
You assume.
What if he wasn't fine before?
Call TheraP (who seems to be MIA).
Holy crap, you did all that in one day? It looks great! I will check it out more this eve. and send you some feedback. Great job.
Is that the final URL? I ask because everyone should pass it around to help get this blog off the ground.
No such thing as a final URL but until I get a better one, it will be http://gcn01.com . No www needed, but it will work either way. I was going to use bpisthedevil.com but I realized like America Held Hostage it was too limiting. Of course, Nightline is not around any more either. In any case, any new domain names will point to gcn01. Five characters, can't hardly beat it.
TF, still no email from the site with my new password (waaah). Is that an automated function or will you have to mash a button to issue one?
Got mine through quite quickly and I applied after you. Have you checked your spam box? Also some email services refuse to accept email from places they treat as 'suspicious', I lose a lot of email to one of my accounts like that.
NAOM
Yepper, that's where it was, all right, NAOM. Thanks.
TFHG - Looks good, nice start! I'm a Wordpress user too. Web design is my part-time job. Thanks for your efforts.
Tin,
Awesome.
What you are doing is important. And in my opinion, it is fundamentally American.
I'm sure that my perspective is disagreeable, but in my opinion: what it means to be American and furthermore to be free, for a large part, comes down to information. On a personal level this means that as long as you know how some things work by having the pertinent information - you can surf. And sometimes you can even steer to a degree. But what information (real information) means when it is distributed on a societal scale is just as important and is something we have just started to grasp. [insert "dawn of the communication age" usual stuff here]
The impact of information is a double edged sword for society. We have learned how things work very well. This has led us to amazing feats. And horrifying catastrophe. But the really scary part to me is not the gulf oil spill itself. It is the reaction. The mainstream news is lame at best. The politicking and spin skew the information to such a degree that any reasonable person's head is spinning.
Even the internet is failing in this regard to some degree. Large social media sites are flooded with repeat versions of outlandish conspiracy theories and other crap off the top of some (probably scared but otherwise completely) uninformed egomaniac. And the search engines are dominated by these sites.
It is shocking to me that the amount of content you produce in one day via photojournalism is not only far superior than most mainstream media, but also far more plentiful. And it's not just mainstream you have already outdone. With all the people out there with cameras on their cell-phones and internet connections, why is it so hard to find out facts from the ground?!
It is disgusting to me that information sent out to the public en masse is so often fatally flawed. I have known this to be true for the financial industry for a long time. Now, since finding TOD which allows me to eavesdrop on people who actually are educated in the pertinent fields regarding the gulf oil disaster, I know this to be true on a much larger scale.
My point is that something is broken in the communication of information to society. Furthermore, this break continues to erode us - both as a nation and as a free people. If we are to fix the problems that led to this disaster, and also fix all the other seemingly impossible problems we face, we need the appropriate information.
What a relief it is to me: to have found TOD for some reasonable information. And furthermore - someone there happens to be in the situation up close, have enough common sense to gather information in an intelligent way, and possesses know-how to propagate the information to the masses.
Awesome.
boon
I must be a flunkie - but I gotta question on how they are doing the drilling. (I also don't particularly think that stupidity equates to corruption, but that's just my opinion).
Well's presentation indicated that once they have the RW cased, they will discontinue pulling all the way out of the hole to do ranging, but will just pull the bit back above the casing shoe and then send the wireline tool in.
How can you do that??? Doesn't the BHA pretty much fill up the whole space in the drill pipe?
toll -- I don't know what the BHA looks like but there are subs with side doors on them: they can go down the inside of the DP with wire line and drop out of the BHA. Don't know much specifics about these arrangements other than they do exist.
Sidedoor Subs were used during gyro operations and allowed the addition of drill pipe while drilling. Used before the advent of MWD. The side door sub would go below the rotary table, but you would still have the wireline at the rig floor running between the gap on the slips. Conceivably a probe could drop out the bottom of open drill pipe- but not out of a motor/MWD. I think more likely the description of the operation was "mistranslated".
I think Vector Magnetics had several models of ranging tools. Perhaps they did have one that was MWD based that would have eliminated the wireline operations. It probably did not have the accuracy however that they are looking for here as well as the possibility that the signal from the wild well (transmitter on wellhead) may be less than optimal. My guess is that the wireline based tool does not need a transmitter as well as being more "robust".
The discussion of the mudmotor is interesting as I have thought that the fast hole would be made with the rotary steerable (autotrack) and that a conventional mudmotor as described above would be used for the final approach.
Sorry, this is what I am expecting that they will do, and if I gave a different impression it was not intended. I see them only using the mud motor after they have finished the final casing, and just want to move over to the original well for the final connection through that casing and cement. At this point the high speed of the drill and the ability to machine through metal become most important.
Yes, HO I agree. That is how I would expect it to be done as well - after final casing. Downhole bit speed for a motor is rated in revolutions per gallon. The internal stator/rotor configuration as was shown on the dynadrill animation depends on the number of stator/rotor lobes. The fewer the number- the faster the bit turns per gallon. With more, the bit spins slower but has higher torque. The information that I have indicates that for milling operations with a motor - a slower speed is desired. I have been on milling operations with a whipstock, but I don't remember the configuration of the motor used in milling.
I am not personally familiar with the Autotrack rotary steerable, but generally you can get more aggressive build rates with a conventional motor as well.
LDWF MODIFIES FISHING CLOSURES ON STRONG WINDS, HIGH TIDES
http://noir.bloomberg.com/apps/news?pid=conewsstory&tkr=BP%3AUS&sid=agcx...
Edit add: BP SAYS EVERYONE IN RESPONSE EFFORT SHOULD 'FEEL FREE TO TALK'
http://noir.bloomberg.com/apps/news?pid=conewsstory&tkr=BP%3AUS&sid=aDPY...
[Note: This is only forthcoming article alert.]
[Further Edit: Caps are from Bloomberg. I did not want to modify Bloomberg's formatting.]
Somebody upthread was fussing about unnecessary delays . . . how's this for one? The House last week voted 420-1 to give the Graham-Reilly Commission subpoena power for its BP/DWH investigation. In the Senate yesterday Jim DeMint, claiming he was acting not for himself but for (anonymous) other “members of the Republican conference,” objected. I am not making this up.
No matter how bought-and-paid-for these guys are, I don't and never will understand their game.
DeMint belongs to the Party of 'No'. They block everything, just because they can.
That's a very naive view of politics. No one does it "just because they can". There is ALWAYS a motive. It could be personal agenda, political beliefs (more/less of this or that) or pandering for re-election or maybe actually voting the way his/her constituents want! Right now based on everything I've seen in polls about the faith of the public as a WHOLE in the current administration, I would say the vote of NO reflects the way DeMint's constituents would have him vote.
I would say the vote of NO reflects the way DeMint's constituents would have him vote.
Okay, but Gawd hep us if South Carolina speaks for the nation. And what d'ya make of all those GOP Congresscritters who voted AYE last week?Never mind. I promised Gail I'd be good (or at least work real hard on it). Phoomph.
Aaaaah Come on now, "No one does it "just because they can". " this is???? you're kidding right??
I remember when the current majority was the minority. Then they were the party of "No". Also anybody who has an idea different from the majority is always accused of wanting to do nothing. Been that way for a long time.
And Mary Landrieux was complaining because no one from the oil companies was on the commission. Can you say Louisiana.......Banana Republic?
I can say USA Banana Republic.
Greg Sargent: "... A senior GOP aide I spoke to says Republicans aren't sure why DeMint is doing this. ..."
And are now wondering if they missed an opportunity, and how they might get in on it.
Maybe because he doesn't have a herd mentality? Everyone hates BP right now and there are plenty of organizations out there with subpoena power so why add more layer of Washington idiocy subpoenas on top of it?
Anyone and everyone is piling on to BP right now, regardless of if they can add to the "investigation" or are harmed directly by the incident. If the piling on doesn't stop, it wouldn't surprise me to see BP USA declare Chapter 7 bankruptcy, sell leases and production and equipment, lay off everyone, and exit the US drilling/porduction/marketing business leaving the claims in the hands of the courts to try to collect from BP Corporate which is a UK company. BP has agreed to make amends where there is damage but enough is enough!
Leave poor BP aloooooone. You're hurting their feelings.
The best thing to come out of this would be the total destruction of BP. That's what would happen in a free market. Their bones would be picked clean. Then there would be some incentive to do things a little differently in govt. and in industry.
Because the bottom line is that disasters are terrible for everyone including industry. But as long as you let profit-motive be the basis for decisions, the disasters will continue to escalate as society becomes more complex.
But BP will not go under. It is too big to fail. Govt'. will protect it, prop it up, and shield it from full responsibility. The free market only applies to the little people. Corporate socialism is the system we have now, not free market capitalism.
syncro: I don't rule that out, but... just like Penn Central RR, US Steel, and Pam Am World Airways were absorbed by the industry, BP can be absorbed by the bigger oil companies with only a small burp, perhaps in easily digestible pieces. The player to watch is the newly-minted British Conservative government. Will they "socialize" BP, a Jewel in the British Crown, to save it? At what cost in the middle of an austerity push?
US Steel is still independent and is the 10th largest steel producer in the world.
Down from #1
And after a messy bankruptcy. It's not near the dominant icon of American industrial greatness it was. Just a bit player now on the global stage.
US Steel never went into bankruptcy. Check your facts. And it is still the largest integrated steel producer in the US.
There are a number of reasons it doesn't dominate like it used to - the big two are that it intentionally let other companies take market share pre WWII so that it wouldn't be broken up. The other is simply the US is not a developing country any more. It is part of the developed world. As a result our need for steel is far less than it was, or is currently in places like China and India.
There was an article posted on TOD about concrete production - it follows the same pattern. China and India are outproducing the US for the simple reason that they are starting from mud huts and dirt roads.
Speaker: You're right. It was Bethlehem that went bust. US Steel staggered but did not fall. It was removed from the DJ in the 90s. So let me replace it on my DJ with Merrill lynch which is no longer independent.
My point in my comment was very big iconic companies like BP, the largest corporation in GB, may not be too big to fail if the industry can absorb them when they fail. US steel is not a good example. Bethlehem Steel, the second largest US steel company, is. It failed in 2001 without causing too big to fail. I think the same can be said of BP, the sixth largest oil company. But, and I have said this before, the British government might save BP because of national pride.
Well, Obama and the new PM did come out and make that statement.
And conservatives over here, when forced to choose, abandon orthodoxy and side with big biz. I expect the same over there.
I don't quite get the BP position in this.
I can see Obama's, he is a Chicago Community Organizer thug, demonizing and shakeing down business is second nature to him, as is rousin up lynch mobs.
And Obama and the Dems have plenty of guilt to divert attention from, with their 3.5 year failure to toughen drilling regs/policy, and Obama's MMS waivers and failures to enforce.
And there are always the mindless liberal anti-business haters carrying the Obama lynch mob pitchforks and torches, who rant against the private enterprise which gives us our prosperity and 100% of the goods/services, while adoring dysfunctional and bankrupting Govt with it's $13 trillion of debt on us.
But I don't get BP.
BP should be standing on the 1990 Dem Congress Oil Pollution act which limits their liability to $75 million.
This Govt used this cap to lure drillers to the Gulf, then when the inevietable spill occurs, our noble Govt reneges on it's legal, moral, and ethical commitment.
IMO, BP should have done it's part under the act, the cleanup, and left the rest to the Govt.
I am ashamed of our Govt's demonizations, rush to judgement, shakedown, and refusal to live up to it's own laws and due process.
I did not realize this but the (gov't agency previously known as) MMS only employs 1000 people. Just about all their effort goes into keeping track of lease agreements and fees, and they have little left over to do any kind of analytical work. The MMS web site has got some great data but it is difficult to get at.
Obama has been in office less than 1.5 years. Where do you get 3.5 from?
So your answer is for the government to take on even more debt to clean up the mess made by BP?
BP may not have a legal obligation beyond $75 mil, but are you seriously saying they do not have a moral or ethical obligation to clean up their mess?
imo, what you should be ashamed of is your blind partisanship, name calling, personal attacks and shouting on this forum.
There is a 75 million limit but every company/person out there that has been harmed can make a civil claim. Regardless of what the pollution law says.
Also, what is the effect of Obama's grandfather being beaten by the British under Churchill? Is there a stick to the British attitude by Obama? This would be beyond the evil corporation and let the republican gulf state governors twist hate speech.
You have completely misunderstood the $75 million limit, and your suggestion about Obama's attitude toward the Brits is simply ludicrous.
Sargent updates: Good: Senate GOP will lift block on subpoena power against BP
Sounds like subpoenas and investigations aren't a two-way street in the minds of partisan politicians. A quote from that article's author:
Those were subpoenas over blow-jobs.
These are subpoenas over blow-outs.
At least the subpoenas ultimately succeded in capping the clenis. Maybe they will work here, too.
Sounds like the whole thing was because those crazy Republicans actually try to read the things they're being asked to vote on before they vote on them. Incomprehensible?
http://voices.washingtonpost.com/plum-line/2010/07/senate_gop_will_do_ri...
My comment comes in the form of a question.
Why couldn't BP place another rig over the well bore, totally remove the BOP and try killing the well from above with a string of drill pipe inserted into the well bore?
I don't know where to start, but I see you have been a member for a while, so you must not have been paying attention. Best to go back though the archives.
I haven't been following the technical aspects at this site, but perhaps I should have. I have some oil field experience as a swamper and a roughneck on land based rigs and my father and two brothers are geologists. I know there's a drill string stuck in the blowout preventer and that the BOP is probably restricting the flow somewhat, but I still don't see why they couldn't cut the bolts loose at the flange and get the BOP off the well head. The bastard would flow like hell for a while, but it would provide a way to get a drill pipe into the hole again and pump mud from the bottom.
All academic now I suppose since the relief wells are about to intersect the hole any day now.
I was going to say the pressure is too great but that is an interesting idea. Is that possible? Force the mud thorugh a pipe from the bottom!
Only problem would be if the casing is narrowed or something. I haven't seen it discussed, I'd be interested in hearing the experts' view on it too.
I'm not an expert, but I've wondered about that myself. Maybe they were afraid that if they couldn't get the DP down the hole for whatever reason, the flow would be so great that they couldn't attach a brand new BOP to the well head. Then they'd be stuck with no other options, other than to contain part of the much greater flow.
brian -- Actually pumping down thru drill pipe is the standard way to kill a well kick IF you've sealed the flow at the well head/BOP. And IF you could remove the remaining drill pipe from the csg. And IF they could get a new string of DP to the bottom of the well they could potentially kill it that way. A lot of IF's. But the entire time they would be doing this the well bore would be wide open. Might be a lot more flow or maybe not. But I suspect the biggest concern would be getting the DP to bottom. Maybe not "narrowed" but split/partially collapsed csg.
The RW would be attempting the same approach except doing from the outside in. Right now that still seems like the best shot IMHO.
Long time off and on reader - newly registered.
I have a tech question (my apologies if this is addressed elsewhere). As I understand this RW process, the way the well is killed is that the well bore is punctured through the casing and then mud and ultimately cement are injected to permanently seal the well. The weight of the mud and then the cement are enough to negate the upward pressure of the oil reservoir. If this is correct I have one question - does the cement just have to fill the casing or is the cement expected to flow out the bottom of the casing and thus seal off any gaps between the casing and the bottom of the hole?
Perhaps both PJ. Some question remains as to whether all the flow is coming up the csg or if some is coming up between the csg and the original hole (the annulus). I'm not 100% sure they are going to cut thru the csg. They may be planning to just cut into the annulus and pump kill mud down and then back up the csg. And then follow with cmt when he well is dead.
One big difference about entering the hole 5000' below the surface of the water (open hole). Whatever blows out of that hole does not endanger the rig above.
Seems like you could use the ROV's to stab the drill string into the casing.
Many many years ago, wells were drilled with an open hole, no casing, no blowout preventer. Of course, people got blown off of the rigs.
I'd agree that the relief well is now the best shot. But if I were king, I'd have tried this soon after the top kill failed. Even if it failed, the flange would make a smoother more regular shaped device through which to "siphon" the oil. A man might even get some sort of an open valve assembly on the flange (open so no back pressure is created during installation) and then get a large diameter production pipe attached to begin producing the well without so much spillage.
It is very difficult to force drill pipe into a flowing blow out, after all blow outs have been known the fling hundreds of feet of drill collars and drill pipe out of the hole. As you can imagine that is one of those run for you life moments. It can be done with a snubbing unit that has teeth the grips the pipe and hydraulically forces the pipe in the hole, but usually the bop either annular or pipe rams are closed and the flow is being diverted though a choke manifold.
In the this case there are other problems besides the BOP. It is thought that the casing is collapsed below the BOP and you would not be able to get past that. That is the reason that relief wells were invented, that is to get past such problems.
Rio or Rockman,
I'm curious as to SOP for this reservoir after the RW kill operation is completed. There has been a hint of info. on a few past comments.
I'm going for the one pipe (drill pipe) stuck in the BOP and wonder about the consequences if the pipe isn't secured or held in place by the BOP rams when the flange is removed. I'm asking because when the diamond saw cut was stopped the reason pitched other than the dull/pinched blade was caused by the possibility of the pipe moving around inside. I found it difficult to believe given that the DP was supposed to be pinched by the rams on the lower side and folded over on the top side by the collapsed riser. It didn't seem likely that it would move at all.
Now I'm laughing because I was checking out the bolt pattern on the flange and saw this tidbit on youtube. Why am I asking you guys anything.
http://www.youtube.com/watch?v=eiZ-pjhzGN0&feature=related
Reo, RM,
My request was supppose to be a 2-3 part question but I got sidetracked watching youtube subsea welding. It must be Heliglobbing.
my -- Unless BP gets an exemption from the feds they'll still have to remove the BOP, clear the DP and follow standard plug and abandon proceedures. That would mean going down the csg and setting the plugs they didn't set in the first place. That effor could take months depending on the csg condition. Maybe never if the csg has partially collapsed. Bottom line: even after they kill the flow there's a lot of work to do as well as some continued danger of further oil leakage.
In all honesty, I don't see that much velocity coming out of the riser stub, but restricticions in the BOP may be holding things back a bit. People speak of great formation pressure but the pressure of the water at 5000 feet negates the formation pressure quite a bit and the differential is what determines how fast the oil will flow.
The casing is extremely large diameter near the surface, so I don't think the pressure would be that hard to overcome. Open the thing up and let her rip for a while and I suspect the pressure would fall some. There should be plenty of free space for the oil to get around the tubing as it goes down the hole.
Like I said though. This all will be academic if they get their relief well tapped in.
Even simpler, why not use coiled tubing to re-enter the well. They had a barge there when they tried the top kill, and they have proven that they can position the containment cap and riser over the damaged BOPs.
I would think that by using a mill and mud motor to open up the deformed section of DP that is hanging in the shear rams, they could RIH as deep as feasible, or at least until they encountered an obstruction, then attempt to kill the well by circulating down the CT and up the coiled tubing/casing annulus. If it is found that the well is flowing up the outside of the long string due to a failed cement/formation bond, a noise log could be run, and the casing perforated to allow circulation up the outside of the long string. Or, even running an inflatable bridge plug on the coiled tubing might be worth a try. If it sets and holds in a flowing well, circulate out the fluid on top of the packer with kill weight mud, followed by the cement program to permanently seal the well.
I thought the waves would die down as soon as the hurricane made landfall but they're still pretty high apparently. Very frustrating.
I'm hoping they could get that Helix producer sucking out 20,000 bpd starting on sunday.
Here's a question, does the oil from the cap the q4000 and soon to be the helix producer flow under its own pressure or is it pumped?
They mentioned something about hooking the BOP to a platform a few miles away (which would be instead of the helix, I guess)...would that allow them to keep pumping even in a hurricane?
I wonder if someone in the gov't will decide to hold off on the relief well b/c of fears it won't work, pressure is too high, etc. If so, the pump to another platform would be great, as long as it could keep pumping in a hurricane. They could drain the whole field in a few years, hopefully.
I don't think the current cap "pumps" oil up the pipes. It's flowing under its own pressure and the pressure differences. I'm not so sure about the Q4000. From the statements above it sounds like they're going to switch the cap once the seas die down. . . is this a recent development? I thought they would hook up the helix producer for a few days optimizing it before switching caps.
Hey I just came from #theoildrum on freenode, all I was saying is that me and my cousins in Georgia are more than willing to help in the clean up. Fuckers kicked me for some reason, Anyway, we can undercut the competition, gas money and something to do is all we are looking for (economy is fucked up over here),
Contact me at biochemist345@live.com
Let us know how we can help.
24 bolts? Exactly at what point are they going to connect the new cap?
It only looks like there are only 8-10 bolts here.
actually the riser flange is a 6 bolt flange
Actually you'll see 12 bolts in the picture, 6 facing up and 6 facing down, the proper way to install that BTW, you wouldn't want all the nuts on the same side with that kind of pressure. I've installed these on land, they are torqued tremendously hard. I still doubt they could undo them underwater, expect they'll just try and cut them off instead.
BTW, has anyone ELSE received their "Dear John" letter from BP's suggestion box? I've received 4 on two suggestions. The first was a form letter that said, "Thank you so much for taking the time to think about and submit your proposed solution regarding the Horizon incident. Your submission has been reviewed for its technical merits. Unfortunately, the team has determined that your idea cannot be applied under the very challenging and specific operating conditions we face. All of us on the Horizon Support Team appreciate your thoughts and efforts."
Then a few days later I got 2 more emails that said essentially, your idea closely matches an idea we were already working on. I'm not going to post it here verbatim because I don't know how many were sent out. Found it rather funny, perhaps they want to patent them? They had received over 80,0000 suggestions.
From the manufacturer's site the flange spec is 6 bolts. They have already proved they can undo and re-do bolts.
NAOM
The only mention of the cap and the time it will be done I can find is here.
Looks like it is going to be towards the end of July before they do it since the delay from the hurricane. The proposal was made for the middle of July and the hurricane is setting all operations of this sort back a week.
.......................................................................
Q: I’ve got one more hurricane question—oh no—okay—one more hurricane or oil spill question and then one question about you personally. Secretary Salazar and Secretary Chu were meeting about a new containment cap replacement, is there anything (inaudible).
They came by with a proposal to us that could be in place by the middle of July that would go to four production platforms. Two off the kill and choke lines that are currently existing, we would put a new cap on. We would take the existing riser pipe that was cut off very unevenly, unbolt it from the flange, and put a new cap on that would allow us to go to two other production vessels, so that would be a total of four that would take us to 60 or 80,000 barrels a day.
The decision to do that has to be taken some time in the near future. The senior leadership that’s been involved down in Houston. Secretary Salazar, Secretary Chu, thought it would be a good idea to get everybody in and talk about the implications of that and also, how you make the transition. Because we’re going to have to, at some point, remove the current cap, unbolt that short stubby piece of pipe and put a new cap on.
http://www.deepwaterhorizonresponse.com/go/doc/2931/727351/
I believe HO intermixed two parts of Allen's discussion - the 24 bolts are on the vertical riser, not between the new cap and the LMRP/BOP.
Transcript - 6/30 Allen press briefing
If they can get the bloody wrench on, easier said than done.
Yes that is really confusing. If he was talking about the BOP end (as this thread leader suggests) then there are not 24 bolts.
New Skimmer vessel in port, capable of 500,000 barrels/ 10 hrs shift:
http://www.cnn.com/2010/US/07/01/gulf.oil.disaster/index.html?video=true...
Now, will the boobs halt the corexit?
Read the EPA new report on Corexit and other dispersents along with all the water column, surface, and air test results at EPA.gov.
This ship is the savior. All the oil will be scooped up in 2 days and the the waters will be pristine.
Seriously?
Halting the corexit is an absolute no-brainer, which means the no-brainers are running the show.
Actually seems like using it is logical given the situation. But then again I still wash my dishes by hand with dish soap. (If you mean that only someone with no brain would halt it then I can see that based on what we know)
Science isn't supposed to depend on logic, it's supposed to depend on investigation and testing. 'What we know' is testing just the various dispersants, NOT what happens when the dispersants are mixed with the oil. From the last thread:
http://www.nola.com/news/gulf-oil-spill/index.ssf/2010/06/dispersants_ef...
Dispersant doesn't make the toxic oil any less toxic, unless you are putting all your chips on the 'dilution will fix everything' option. Will more habitat be exposed to the toxic oil as a result of being treated with dispersant? (of course it will - that's what a dispersant does) How much dilution(dispersion) is required before the oil is no longer toxic, and how much dispersant is required to achieve that level of dilution? What are the chances of dispersant-treated oil reaching shore? (we have no way to collect and remove oil that is not floating on very calm water) Once it's treated, it's completely beyond our means to do anything at all about it.
If the amount of non-treated oil reaching shore/marsh/wetlands is enough to kill off as much wildlife as would be killed if the whole volume of oil reached shore, then the dispersant is doing nothing but spreading the poison to TWO ecosystems instead of one. These are things we need to know to be able to say if using dispersant is good or bad, but we aren't smart enough to ask the right questions, Why not?
Not a chance, it's the best highly toxic dispersant that can't be used anywhere else for the job, and they have lots of it.
And why do they have so much of it? ? One million gallons used in the 1st month or so. I wonder how the manufacturer just happened to have so much of that stuff at the ready?
For what it is worth this from one of the financial blogs
SULTANS OF SWAP: BP Potentially More Devastating than Lehman!
pdf
http://www.zerohedge.com/sites/default/files/BP-Article.pdf
original post
http://www.zerohedge.com/article/guest-post-sultans-swap-bp-potentially-...
A bit more on finance today.
UK backing loans for 'risky' offshore oil drilling in Brazil
http://www.guardian.co.uk/environment/2010/jun/30/uk-loans-brazil-offsho...
70 some days and oh we are going to do this?
This emergency rule allows us to relax some of those response requirements and allows us to aggregate capability at different port levels through mutual assistance to free up additional resources that we could bring to the Gulf. We are looking now to go around the country and asses the implications of easing those requirements and what resources could be freed up to brought to the Gulf.
This will also include similar resources that are held at naval installations around the country and we are in active discussions right now moving forward on that. That together with our procurement of skimmers that we initiated several weeks ago the pipeline is rather long to have these things built as a result in us being able to excuse me being able to approximately triple the number of skimmers that we have on the water from what it was just about two weeks ago. We're making progress out there.
http://www.deepwaterhorizonresponse.com/go/doc/2931/727351/
During that time, there will be unfettered access from the well bore of oil for some period of time. We want to make sure we know the implications of that – the risks and the tradeoffs associated with that and the potential we have to increase production and redundancy moving forward. So that is the focus of the meeting today.
......................................
I would think they would know just what that entails since the cap has been off and the well free flowing.
But I guess it would be best to get a room full of people talking about it "sometime" in the future.
..........................................
The decision to do that has to be taken some time in the near future. The senior leadership that’s been involved down in Houston. Secretary Salazar, Secretary Chu, thought it would be a good idea to get everybody in and talk about the implications of that and also, how you make the transition. Because we’re going to have to, at some point, remove the current cap, unbolt that short stubby piece of pipe and put a new cap on.
21st century global political power/manipulation + 19th century technology = this freaking mess we're in.
Their previous experience with the no-cap flow was before they had both the Helix Producer and the Q4000 producing from the BOP kill & choke lines.
There was mention elsewhere that they hope that, because of the oil & gas being removed below, there will be less flow out the top by the time they do the cap switch.
You know, the big stunner for me in Wells' latest update (and for the reporter whose question he was answering) was his allowing that if, after the floating riser(s) and Helix Producer are up-and-going, they see some pressure-readings they like, they'll go ahead and try to shut in the WW.
I can't get over BP's willingness to go on painting rosy scenarios, considering what came of their previous ones. (Maybe I'm over-wary by now. But if so, they've trained me to be.)
He didn't say it would shut in the well ON ITS OWN, he said it could be used in shutting in the well. I understood that to mean in conjunction with the relief well.
Oh, see, brianb, I thought he meant "ASAP -- before the relief well gets there (pressures permitting)" -- i.e., they hope the choke & kill lines/overshot-tool combo will handle the pressure well enough to make shutting in the well feasible, RW or no RW.
The reporter's gasp and follow-up question seemed to indicate that she thought the same thing. Well, I won't speak for her, but given my flimsy noob grasp of all this, I could have misunderstood.
His words, from the transcript. This passage doesn't indicate the reporter's audible gasp, but does include one of the oddest mis-transcriptions I've ever seen - hint, the reporter addressed the speaker as "Admiral Thad."
(bold added)
Thanks, rainyday.
"Admiral Thad" = "animal fat," eh? Poor court reporter having a long day.
Under the right circumstance, we could and this could be involved in the killing operations, this could be under a number of different circumstance
Hmm, pretty nebulous. I call even-stevens between brianb's and my own understanding.
Outsourcing audio transcription does sometimes result in howlers.
BBC guy asked if there was evidence os leaks outside casing. He chose not to answer.
No, I'm not claiming it was deliberate evasion - it was a 2 parter and he probably forgot the second. I just wish he'd answered - help put the question to rest.
Anyone know if this flow meter issue is accurate?
http://www.thomhartmann.com/forum/2010/07/bp-deliberately-sinks-oil-core...
Meanwhile, In a stunning interview with CNN’s Anderson Cooper on June 29th, Allegiance Capitol Corporation V.P. Fred McCallister is claiming that BP is deliberately sinking oil with the toxic chemical disbursant Corexit, to hide the extent of the oil spill. By sinking the oil before it can be collected, BP won’t have to pay fines on it. Additionally, a company affiliated with BP has been selling clip-on ultrasonic flow meters for use in waters up to 10,000 feet deep to accurately measure the amount of oil flowing through a pipe without having to instrt itself into the pipe. In other words, all this time, BP could have been accurately measuring the amount of oil gushing out through their failed blowout preventer and instead they chose explicitly NOT to install the flowmeter and, rather than that, insert Corexit dispersant so that the oil won't make it to the surface where it can be measured
Jeers (to BP)
The last thing in the world BP wants is an accurate measurement of the out put of that well.
Main reason being they will be fined pure barrel.
The question is why didn't the government force them to stick one in it when they had the cap off for so long the other day?
I do not believe it is so much that "BP does not want an accurate measurement", but that no one would believe any number that BP would release. After all, the government benefits from the amounts its 'experts' release as those are the numbers that will be used to determine the fines and penalties BP will be required to pay. I.E. the larger the government experts inflate their guesstimates, the larger the damages to be paid by BP.
Since no one can say what the size opening the oil is flowing thru, either at the deformed end of the DP/casing that is hanging off the shear rams, or if the well is flowing up the casing annulus, no accurate measurement can be made.
As NBC News used the Purdue University professor who professed to be able to accurately measure the flow rate by observing the turbulence of the oil as it exits the cut off portion of the riser, I am sure that any other oil company will no longer use the time consuming and costly well testing programs to measure the production capacities of each new zone in their future exploration wells.
I would think that BP has a very good idea on what the well is capable of producing, acquired from any formation evaluation logs and samples taken prior to running the long string of casing, but to release this now would damage their case when this all comes to trial.
I believe these meters require a length of straight pipe to get an accurate reading. That is not currently available.
As more of the flow is captured, the flow rate can be determined from the sum of all the individual vessel capture rates.
I don't think they will ever have a cap on there that does not leak. As long as they have a cap that leaks they can never know exactly how much was flowing and how much was leaking.
Here is what they are facing if say they are only collecting a little less then half the flow right now.
A fine of $129 million per day
.............................
Under the CWA, the basic fine is $1,100 per barrel spilled. But the penalty can rise to $4,300 a barrel if a federal court rules the spill resulted from gross negligence. As noted above, the fines were originally set at $1,000 to $3,000 but that was raised in 2004 to keep up with inflation. Accordingly, the number of barrels of oil being released from the well is going to be critical.
If the government pursues civil fines based on the volume of oil spilled, it would take into consideration whether BP has made its best effort to mitigate the spill, its prior history of offenses, if any, and whether BP can bear the cost of fines, among other factors. Interestedly, BP received the third-largest criminal penalty, of $50 million, for an environmental offense in U.S. history for a Texas City refinery fire in 2005. BP subsidiaries remain under federal probation for prior offenses in Texas and Alaska.
Under the CWA alone, gross negligence penalties based upon a discharge rate of 30,000 barrels per day would total $129 million per day. BP’s net profits in the first quarter of 2010 were approximately $6.7 million per day.
http://donovanlawgroup.wordpress.com/2010/06/14/why-bp-does-not-want-an-...
Scientists have come down hard on BP for refusing to take advantage of methods available to measure the oil. On May 13, The New York Times reported that BP was planning to fly scientists from the Woods Hole Oceanographic Institute to Louisiana to conduct volume measurements. The oceanographers were poised to use underwater ultrasound equipment to measure the flow of oil and gas from the ocean floor when BP canceled the trip.
On June 8, in responding to a question regarding the rate of the flow of oil from the BP well, Admiral Thad Allen told ABC News, “Everything we know and everything we see is through either the remote sensors or remote-operated vehicles that are like looking through a particular keyhole at a particular time.” Access to that keyhole is still completely controlled by BP.
http://donovanlawgroup.wordpress.com/2010/06/14/why-bp-does-not-want-an-...
Come down hard? I think not. Allen and government could have forced them the first day but agreed it was not necessary at that time. Woods Hole, Hopkins, MIT used their methods on May 30(after top kill but before cut and after flow had apparently increased somewhat). Their estimated volume rate varied by a factor of two and did not try to account for the gas but was included with others groups in the USGS interim estimate. (Have not seen if they did any estimates after cut like other groups). That is not near as accurate as waiting to see what happens when the helix or other systems are hooked up and flowing.Even then the team will have to go back and re-look at all earlier data to adjust and derive best guest flow rates over time.
It's from memory, but I recall BP first quarter profits were something like $6 Billion. If memory serves me then "BP’s net profits in the first quarter of 2010 were approximately " were on the order of $67m per day (or therabouts), not $6.7m.
If I'm correct then a fine of $129m per day is not as "excessive" as it sounds.
Also at a rate of $129m per day fine, it just may pay for the government to let the BP Blowout continue for awhile. Probably more than it makes from existing leases/royalties/... .(Just musing, not serious).
So if there is a hurricane how will they handle the evacuations in Louisana?
...............................................................................
"Our concern from the beginning: Traffic jams. We can't have BP blocking our roadways with equipment and personnel," office director Mark Cooper said. "I was alarmed a few weeks ago when I was hearing from BP 'We'll just evacuate.'
..................................................................................
So they straightened them out on that!
.......................................................................................
It calls for BP to begin leaving Louisiana at least 16 hours before officials begin evacuating residents.
http://www.cnn.com/2010/US/07/01/hurricane.oil.plan/?hpt=Sbin
Shareholder Class Action Filed Against BP, plc by the Law Firm
http://noir.bloomberg.com/apps/news?pid=conewsstory&tkr=BP%3AUS&sid=anTo...
LOUISIANA PARTIALLY CLOSES ADDITIONAL OYSTER HARVESTING AREAS
http://noir.bloomberg.com/apps/news?pid=conewsstory&tkr=BP%3AUS&sid=aj6r...
[Caps courtesy of Bloomberg.]
E L, syncro, anybody else with securities-law experience: How can they extend the Class Period all the way to June 1? I can see a few days' leeway after April 20 (maybe), but by June 1, any ADR purchasers had had a gracious plenty of notice of BP's suspect behaviors. So whazzup widdat?
lotus: Just a guess. It has to do with "otherwise acquired," perhaps as payment on or settlement of a contract in kind or a probate court dispersal order.
Oh, okay, that makes sense then. Thanks.
i never thought any one would realy flight into the world trade center, it was just an idea
Holy Chu! Recall the 2-pipe anomaly? It's back [from LATimes 6-29]...
... "The gushing BP oil well is a mystery still unfolding, and late last month, a team of scientists from the Energy Department discovered a new twist: Their sophisticated imaging equipment detected not one but two drill pipes, side by side, inside the wreckage of the well's blowout preventer on the bottom of the Gulf of Mexico. ...
BP officials said it was impossible. The Deepwater Horizon rig, which drilled the well, used a single pipe, connected in segments, to bore 13,000 feet below the ocean floor. But when workers cut into the wreckage to install a containment cap this month, sure enough, they found two pipes. ..."
http://www.latimes.com/news/nationworld/nation/sc-dc-oil-spill-pipes-201...
This 2-pipe anomaly in sheared BOP/riser demands confirmation as either true or false. Did BP save lots of time/$ by not removing some unwanted pipe-thingy?
Yes... if only a reporter was willing to use his/her one question to ask what they found in that riser section when they supposedly raised it to the surface last week.
i m an artist.
but i notice the dedication of the people commited to THe TOD.
im sorry if my words aint enough to describe this.
i noticed there people who try their best to describe this problem to us.
and they do good. they have made this problem understandable to us amateurs.
what i mean is that technical terms so specialiesed are being explained in a way that normal people can understand them.
I don’t know how the two sections of DP came to be stuck in the BOP. But I’ve seen two sections of DP side by side a number of times in my career. Not much magic to it: the DP breaks in two (called parting) and one section drops down next to the lower section. Given the force of the blow out it’s easy to imagine the DP parting. I’ve seen DP part just from normal rotation.
It’s difficult to understand why BP would make an issue out of it. Maybe DP parted from the blow out and got stuck in the BOP. I doubt any BOP has ever been tested yet alone expected to function properly if this were to happen. In fact, it might represent a get-out-of-jail with respect to BOP failure IMHO. Having DP part with two sections being jammed into the BOP just when it functions is pretty darn close to a Black Swan IMHO.
Here is an idea:
The government has the ability to assess a fine of $4300 per barrel spilled. Have them announce that they intend to assess the full amount but will reduce it by some amount- say $3000- if the barrel has been subsequently collected.
Then instruct/encourage BP to offer $1500 or so per barrel for collected oil.
I'm not trying to create a new BP profit center, just create "hop on this now" incentive while figuring there will be a lot of administrative and processing overhead.
You mean you want people to have an extra monetary incentive greater than their salary to capture oil? I thought everyone other than big corporations worked for the good of the oceans, country and the society.
Do not think your approach would make it through the courts very quickly.
Most of the mofos I know only really motivate when they see a score.
There are exceptions, but for the most part, if I really want something difficult done Now, outcome-based compensation works best with those I hire and contract.
wrb: I agree with that. I just think the amount would not need to be so large. As long as safety is not compromised why not.
Will there be a sudden drop in the WW pressure when the RW punches through? Or do they control the RW pressure and slowly open it to divert the flow into it?
If the pressure in the WW suddenly drops, what happens to the oil/gas that is between the new opening and the surface? Will it continue to flow until the line is bled, or drop back down-hole?
When they start pumping mud down the RW, what's to prevent the presumably still open WW, from acting like a pressure-relief value, ejecting the RW mud up the WW hole?
They will have a sufficient mud column in th RW to contain the formation pressure. Undoubtetly, before the kill pill stacks up enough to kill the WW, some mud will be ejected from the top of the WW. But, through high volume pumping, the ejection rate should exponentially diminish the WW flow as heavy mud is injected from the bottom. The balace of fluids is going to be close, perhaps even as slim as the ratio of those in the RW drill stem to the RW annulus if the calculations suggest that a compound sequence of mud weights is in order, but with the added edge of the height of the RW riser, one would intuitively think that a kill is eminent. The caveat being that the size and relative depth of WW casing compromises remain uncertain.
Is it likely that during the kill attempt(s) they'll close off the flows to Q4000, Helix Producer, etc. and perhaps just leave vents open on the new cap? Seems like mud rather than O&G going up to the surface ships might be less than desirable.
I think they should replace the mud in the RW with seawater to save time and money. What could possibly go wrong?
Thank you Tunaholic and rainyday for your informative replies.
The impression I get is that pressure in the WW will be gradually reduced as the mud is pumped into the reservoir, with some of it being ejected up the WW hole? At least until the RW pumping operation achieves a greater force that can overcome the reservoir pressure.
If, as rainyday suggest,
Won't that put a lot more pressure on the WW and thus raise the danger of a failure at the BOP, wellhead or down-hole from there? I figure that a failure of that sort is probably not important, if the flow has already been diverted up the RW if the WW fails. However, it seems it would be major problem otherwise?
In addition, supposing closing the flow as suggested works prior to, or for sometime between WW/RW intercept... then have we been going down the wrong road all along (yet,hopefully, still achieve our desired goal of killing the beast)?
Thank you both again for your consideration of my clumsy, inarticulate questions.
The more permanent cap should be in place by the time the RW is ready. The configuration is such that they can close the cap, and obviously close the choke and kill lines. The choke/kill lines will probably be closed first during the kill operation, but it's not completely required. Point is, there will be a partial seal, at the top of the BOP stack.
The weight of the kill mud they'll use is yet to be publicly released. Most of us are guessing in the 16# range, but this will be finalized after the final RW casing shoe is tested. It should end up being Kill Mud, pumped until the flow is mostly stopped, and then Kill Mud with Lost Circulation Materials (LCM). The weights of the volumes of mud will change depending on need.
You see, they will most likely choke down but not close the top cap. The pressure sensors in the BOP will tell them the pressures of the WW wellbore as the kill mud enters from the bottom and is pumped up. The pressures at the top will begin to drop, and eventually go hydrostatic, and then perhaps fall as the heavier than 12.6# mud kills the well but then begins to flow into the initial reservoir. That's when you need the Lost Circulation Materials . They WILL be pumping mud down the RW via the annulus at first.
As far as the cap being able to shut in the top of the well so completely the well stops by that action alone, it's been decided that the casing may have integrity issues at an unknown depth (most likely around 1100' below mudline) and shutting in the well may cause or worsen a breach in the casing -- an underground blowout. With a relief well, you could toss in that lost circulation material again to help control something like that, but you don't want to have to.
Again, the pressures at the BOP stack and the pumping rate / mud weight going down the RW will be pretty much all the info the blowout specialist techs need. You will want SOME flow out of the top of the BOP stack, as you'll want to see how that changes as you change the flow out of the top of the BOP. You don't have to have that, but it's more data points.
greenie -- If the pressure suddenly drops when the RW cuts the WW that would probably be a bad sign: the flow is going up the RW - another potential blow out. And it's pretty certain a good bit of the RW mud will be ejected from the WW. The csg volumn is around 1,200 bbls. Don't be surprised if you see reports of 20,000+ bbls of mud being pumped. As the mud enters the WW it will mix with the oil/NG from the WW and that will reduce the effective MW of the kill pill. The RW will have to keep pumping like crazy. The RW mud, even diluted, will supply some kill pressure. Hopefully this feed back loop will progress to the point that the majority of the upflow will be the kill pill.
"Additionally, a company affiliated with BP has been selling clip-on ultrasonic flow meters for use in waters up to 10,000 feet deep to accurately measure the amount of oil flowing through a pipe without having to instrt itself into the pipe"
I don't buy this for a second. I seriously doubt that there is a "clip-on" US device that can accurately measure a two phase flow in an annular situation.
Not sure if anyone read this, I found it somewhat interesting. - http://energybulletin.net/node/53297
Dear recklesslife,
I also found it interesting and even entertaining, in a macabre sort of way.
It did lack a couple of key players, masters of horror both, Bush and Cheny and their follies leading up to all this... Nonetheless, I bet a screenplay is already in the works.
Good find, thanks for the link...
C-SPAN: White House Press Briefing with Thad Allen / Robert Gibbs
http://cspan.org/Watch/Media/2010/07/01/HP/A/34977/White+House+Briefing+...
Movie today. Aftermath of the storm. Not good, not good at all.
http://s892.photobucket.com/albums/ac126/tinfoilhatguy/Gulf%20Shores%207...
BTW what is the engineering term for this? Corrosion induced structural failure of a critical life dependent safety system? I am calling the local District State Bridge Engineer tomorrow and giving him 30 days to rectify the situation or it will lead in the local paper. I want to use the proper term.

My daily post is ready on http://gcn01.com
Looks like rust to Me but corrosion induced structural failure of a critical life dependent safety system works. Tweeted Your video, thanks for sharing it. What a mess.
I thought rust was a form of corrosion and that is the term that the pocket protected prefer.
Us PhD engineers call it a rusty fence.
What if that fence is the only thing between you and dinner with Hitler? Should I go with this diagram?
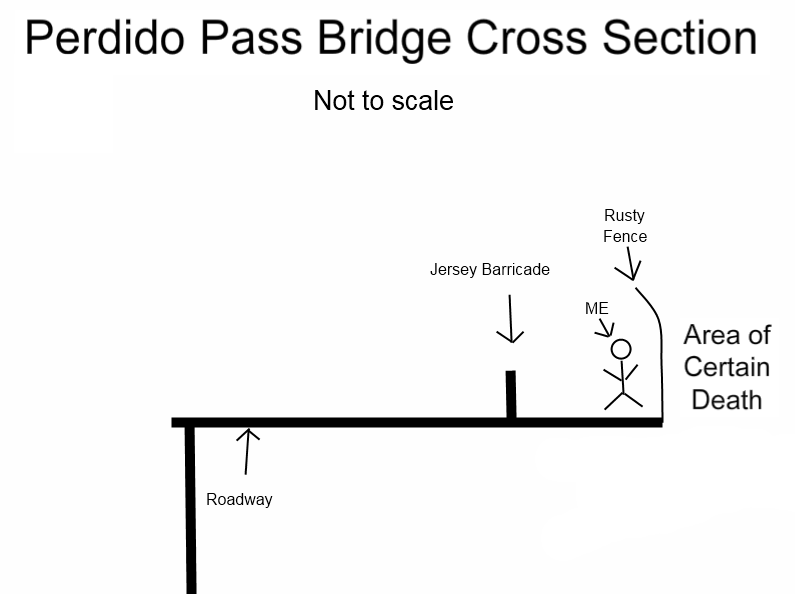
More on finance:
BP aims to raise $9bn from sale of South American assets to China
http://www.guardian.co.uk/business/2010/jul/01/bp-china-oil-spill
I did some analysis based on Berman's post from a few days ago:
(Estimated Oil Flow Rates From the BP Mississippi Canyon Block 252 “Macondo” Well)
I think he messed up the statistics because of his use of a truncated data set from the MMS and the log-normal distribution he used.
I wasn't sure exactly how he got his data but I essentially had to screen scrape the data off of about 18 PDF files giving the Maximum Production Rate (MPR) going back to 1975:
http://www.gomr.mms.gov/homepg/pubinfo/repcat/product/MPR.html
The way I decided to plot the results was against a model of dispersive aggregation for reservoir sizes. The maximum rate is then a simple proportional draw-down from the reservoir size. Bigger reservoirs have a higher rate and smaller reservoirs have a smaller rate -- nothing to argue about here as it is a pretty safe approximation.
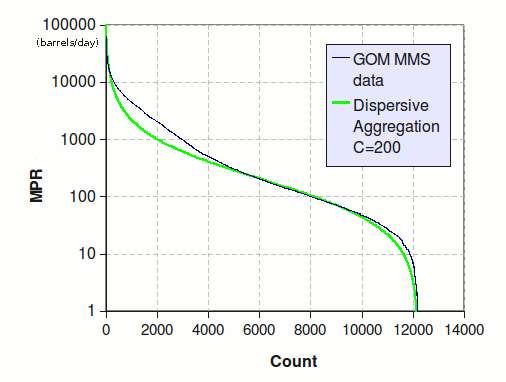
The total volume underneath the two curves is equal and about 16.5 million barrels per day peak. Don't confuse this with any rate attainable from the GOM; it is high because it sums up the peaks from a span of years. The median value is 200 barrels per day.
The interesting point in the curve is that the model predicts a higher peak rate for the largest reservoirs, the curve goes off the graph to above 400,000 barrels per day. Now, I would think that the operators would never try to have that throughput from a single well. So what do they do? Of course they split it into several wells to extract the maximum amount from that reservoir and essentially throttle that from an individual well.
Since the total amount is conserved between the two curves, the bulge that you see in the data is the extra wells drilled to make up for the excess. My model is totally based on the principle of Maximum Entropy applied to reservoir sizing, and the reordering of the rank histogram is caused by artificial constraints set by human intervention. Notice that all the small reservoirs effectively require no throttling.
The point of this comment is that working wells are likely throttled but the Macondo could conceivably be higher than the maximum of 50,000 barrels per day that Berman suggested. The operators have no way of throttling it until the relief wells are put in place. Of course this kind of throughput is very rare, as at the most a couple of dozen out of 10,000 reservoirs will get this big and generate this potential, but this is the way that nature operates, a big fat-tail effect.
HI WHT,
I am a properly educated engineer (Electronic Systems etc). Could you please elaborate your post for a technical audience not familiar with mathematical jargon. No offence meant, but the graph ordinates are not defined as an example.
Maximum production rate if you click on the link. Did as best as I can to decipher the MMS data.
Partial Quote: "I don't think they will ever have a cap on there that does not leak. As long as they have a cap that leaks they can never know exactly how much was flowing and how much was leaking."
If you remember, one of the proposals was that once the remnants of the marine riser were removed, a second set of BOPs could be installed on top of the damaged set. This idea seems to have been forgotten, but it would seem that if they can use the ROVs to remove the cut off portion of the riser, in order to install a containment cap that is bolted directly to the flange, it would seem just as capable of installing a new ring gasket (or not), and lowering a single set of blind rams in the open position, bolting it in place, then closing the blinds.
If the well was properly designed, (which in this case is questionable), the previous casing should have a burst pressure high enough to contain the anticipated formation pressure between that casing point and the next casing point.
Anyone notice the new Gulf current/ loop Forecast for the next few days?
2.5 meters/second current over the spill on July 4th.
Animation link below:
http://polar.ncep.noaa.gov/ofs/viewer.shtml?-gulfmex-cur-0-large-rundate...
With all the oil spilling into the Gulf, I had to ask myself if there were any health concerns for the residents of the Gulf. One of the first things I noticed was the presence of benzene in crude oil. Here are some of the things I found out about benzene.
Benzene is known to be a human carcinogen based on sufficient evidence in humans. The short term breathing of high levels of benzene can result in death, while low levels can cause drowsiness, dizziness, rapid heart rate, headaches, tremors, confusion, and unconsciousness. (http://ntp.niehs.nih.gov/ntp/roc/eleventh/profiles/s019benz.pdf)
The major effects of benzene are manifested via chronic (long-term) exposure through the blood. Benzene damages the bone marrow and can cause a decrease in red blood cells, leading to anemia. It can also cause excessive bleeding and depress the immune system, increasing the chance of infection. Benzene causes leukemia and is associated with other blood cancers and pre-cancers of the blood.
(http://en.wikipedia.org/wiki/Benzene)
But the big questions is about the exposure from an oil spill, not if benzene is toxic. I looked that up and found that during exposure from an oil spill, the initial concentrations can be well over 1 ppm (the safe level as determined by OSHA) but initial concentrations decrease rapidly over time and concentrations should drop below 1 ppm within 6 hours.
(http://www.iosc.org/papers/01266.pdf)
That study was looking at single spill event, not a continuing one like the one in the Gulf.
This still makes me wonder if some Gulf residents might be exposed to harmful levels of benzene as 6 hours is plenty of time for the wind to blow the fumes far inland. A 20 MPH wind could blow the fumes 120 miles before the benzene breaks down. Some studies suggest that even parts per billion can cause cancer.
I could not find any data about how dispersant's might affect the evaporation of benzene, but I did find this, "The U.S. Environmental Protection Agency (EPA)'s approval of BP's use of oil dispersants to break up unsightly oil slicks could increase levels of carcinogens like benzene in the Gulf’s food chain".
(http://www.epinews.com/June16-2010-dispersants-and-mutagens.html)
Needless to say, I would be very concerned for the people working out in the Gulf.
...found that during exposure from an oil spill, the initial concentrations can be well over 1 ppm (the safe level as determined by OSHA)
Note that this is OSHA permissible exposure limit or PEL, which is different from and higher than the recommended exposure limit or REL.
REL is determined based purely on science. PEL is determined based on REL as well as 'cost-benefit' considerations for industry. Note that both are primarily limits set to protect workers, and not for protection of the general population, which will invariably include people who are much more vulnerable to toxic exposures than healthy adult workers, eg infants and children, pregnant women and developing fetus, elderly, people with pre-existing health conditions.
Therefore, the use of OSHA PEL is not appropriate for determining health risks to the general population. In addition, as the oil spill is now entering the third month, issues of chronic, not just acute, exposure need to be taken into account. The cumulative risks from even very low exposures, especially from multiple chemicals (as is the case here) can be very different and more significant than single exposure events.
Here's a really good summary of the health impact of exposure to chemicals from the Gulf oil spill. http://www.sciencecorps.org/crudeoilhazards.htm
Thank you for the note and link, OHSA standards are also for an eight hour workday of exposure and not 24 hours a day, so that must be considered as well.
Yes, that too.
more on benzene level in air and cancer risk. 1 in 1 million cancer risk is the EPA standard used for 'minimal' risk.
Note the very low levels referenced here from the EPA, 0.01-0.05 (ppb) parts per BILLION, compared to OSHA's 1 ppm or parts per MILLION.
I've come across scientists who hold the view that for potent carcinogens like benzene, there is in fact no lower safety limit. Such opinions reflect both the toxicity of such substances as well as the considerable uncertainty in existing data - short of doing controlled experiments in humans (which of course is impossible), one cannot determine the lowest level at which humans are no longer impacted. That is the current reality.
How many chemicals are linked to cancer? Lots. How many are proven to cause cancer in humans? 23. Benzene is one of them.
BP Criminal Case in Oil Spill May Be Inevitable, Analysts Say
http://noir.bloomberg.com/apps/news?pid=newsarchive&sid=aqHOzC1vF.oM
Severed Pipe, Hard Hats Seized by U.S. Government in Well Probe
http://noir.bloomberg.com/apps/news?pid=conewsstory&tkr=BP%3AUS&sid=aL4h...
Should Exxon buy BP?
http://theweek.com/article/index/204609/should-exxon-buy-bp
APNewsBreak: Feds lean on BP over trash disposal
"So far the disaster has generated more than 3,913 tons of solid waste, which is being hauled to landfills in Alabama, Louisiana, Mississippi and Florida."
http://www.google.com/hostednews/ap/article/ALeqM5gIbWpm0wcZxRa5O3TDLdOX...
Oil Spill Means Dismal Summer For Gulf Beach Town
http://www.npr.org/templates/story/story.php?storyId=128248167&ft=1&f=1006
Revised drilling moratorium due soon - White House
http://www.reuters.com/article/idUSN30271159
For the last two days I have watched the cap on the BP pump out far more oil into the gulf then it has since they lost the cap last week. The cap has been raising and lowering with the waves letting oil escape and the cap is really tilted now it almost looks like one side is letting most of it out it is tilted so bad.
However BP is trying to claim they are catching just about the same amount of oil the last two days not counting today, june 29th and 30th.
Here you can see the chart for the 29th and on the next link you can see the totals for today.
http://markimoore.com/oil-and-gas-collection-data/
then from BP
On June 30, total oil recovered was approx. 23,080 barrels:
http://www.bp.com/extendedsectiongenericarticle.do?categoryId=40&content...
Leaking cap
http://mfile.akamai.com/97892/live/reflector:47175.asx?bkup=21144
http://mfile.akamai.com/97892/live/reflector:45683.asx?bkup=45684
QuantumUS, I also wondered about those numbers.
Does anyone know if there is any independent verification, and what happens to that captured oil?
In Gulf Shores, oil + sand = roadbase mix ingredients. They screen it then send it to the asphalt plant. I will be driving on this stuff soon. What kick in the ass, but make lemonade with lemons, right?
The oil collected on DE is periodically transferred to a shuttle tanker and transported on-shore for processing, where, according to posters here, it is measured independently.
IIRC, the measuring devices on-board the surface collecting ships have also been independently verified.
Allen mentioned this morning that the flow to DE was briefly interrupted several times yesterday due to the presence of lightning in the area.
The extent of oil slicks visible in the satellite photo posted up-thread sure is disturbing. (http://www.theoildrum.com/node/6678#comment-666024)
rainyday, thanks for the information. Glad to hear about independent verification, but I'd like to know who they are?
I assume then that the captured oil goes on the market. Anyone know how much BP gets per barrel? Over 500,000 barrels collected so far, so it must be a pretty good chunk of change at today's rates.
beagle, thanks for the link.
http://www.bp.com/genericarticle.do?categoryId=2012968&contentId=7063047
Sounded good, until I got to the source... then did a little digging on the very well connected NFWF Executive Director Jeff Trandahl.

http://www.imakenews.com/aconnect/e_article000661380.cfm?x=b11,0,w
When Mr. Trandahl left the House it was under a cloud of controversy, based mainly on his silence in the "Foleygate" scandal.
http://www.nytimes.com/2006/10/18/us/politics/18trandahl.html?hp&ex=1161...
The real money comes in savings. Every barrel they can claim they recovered can save them a possible 4300 dollars in fines per barrel. If they are leaking 30k barrels a day into the Gulf that is a possible fine amount of 129 million a day.
Sometimes you just have to trust your own eyes. That cap is leaking worse then any point in the recent past and they are trying to claim the same numbers.
Allen trying to blame the little difference in the collection because of having to shut down for a while is just compounds the lies.
Oil spill confirmed to be in seabed off Alabama coast
http://blog.al.com/live/2010/07/oil_spill_confirmed_to_be_in_s.html
F me running.
Submerged oil and shrimp? Were the shrimp alive? Did they mean submerged oil and dead shrimp?
Digging a little deeper,

Department of Conservation and Natural Resources Commissioner Barnett Lawley
Possible conflict of interest, or just business as usual...
I do not know. If he DIDN'T find oil maybe. For him to lie about it means he has a personal stake (like what?) or hates BP. Conflict? Perhaps not.
Did you actually read the article that TinFoilHat Guy linked to ?
It seems Lawley has no problems with conflict of interest.
Nothing in the story suggests any conflict or misbehavior of any kind. His office reported finding oil on the seabed. I imagine that's his job.
Before I accept speculation of a conflict of interest and dismiss Barnett Lawley's report, I will need more evidence than this...
Barnett Lawley "recently retired as president and owner of the M.B. Lawley, Inc. petroleum company, a position he held for more than 30 years. While with the company, he served as president of the Alabama Oilmen’s Association and was the group’s legislative chairman for 21 years."
"Barnett Lawley served for six years on the board of directors of the Alabama Wildlife Federation and was the group’s vice president and legislative chairman for two terms."
Barnett Lawley is now the Department of Conservation and Natural Resources Commissioner.
**********
Here is a photo of oil on the seafloor "just offshore of the Bon Secour National Wildlife Refuge in Baldwin County, Ala." posted to al.com on 6/19/2010
http://photos.al.com/mobile-press-register/2010/06/oil-covered_speckled_...
While y'all are correct to note no obvious signs of conflict in the AP story, which yes I did read. Looking a little more revealed Lawley's longtime involvement in the oil biz. That makes him suspect, to my mind. My personal bias.
Usually when you come from industry, the bias would tend to be supportive of that industry, not false accusations.
I'm not coming from the "industry," I'm just one of those "small" people. I did not accuse Mr. Lawley of anything, just reported the facts and disclosed my personal bias.
NP, I meant that about Lawley and other industry 'pros'. You know the MMS type. Actually, it has been clearly shown here that 'coming from industry' is not an automatic indicator of villainy. Just from what I have seen, I am guessing if some of the 20-year top men/women that post here were running the show, we would not have had the tragic outcome that we are now faced with. God bless.
TinFoilHatGuy on July 2, 2010 - 5:53am:
I'm not so sure about that. It seems pretty clear this industry does not tolerate dissent or whistle-blowers. Anyone who stands in their way would be quickly removed and probably black-listed as well. As some of the old-timers have written, you have to put your head down, bite your lip and move along... (paraphrasing).
Looks like the dispersant is working as designed. Spreading it around will fix everything.
10 weeks after the start of this tragedy, OSHA has finally done prevaricating, and made recommendations for the use of respirators for cleanup workers.
Only thing I can say is, better late than never. Which of course is little comfort for those already exposed and sickened. Sigh...
http://scienceblogs.com/thepumphandle/2010/07/impact_of_nioshosha_gulf_r...
Much more at the link. Highly recommended.
A very interesting read at http://tinyurl.com/28pgjmg which is from the U.S. House of Representatives Committee on Oversight and Government
Reform which is entitled
How the White House Public Relations Campaign on the Oil Spill is Harming the Actual Clean-up
Highlights:
These are not committee findings, they are one Republican's position.
Moreover, the best evidence seems to suggest we should be doing LESS, not more, with regard to the cleanup:
http://www.reuters.com/article/idUSTRE65R5RC20100628
In other words, less toxic dispersant and oil burns, and more letting nature take its course. The real PR campaign is pretending that there is any kind of real action going on to fix the problem aside from the relief wells.
The Alaska coast can not be compared to the Gulf Coast in any matter shape or form. There were not thousands and thousands of people making a living off the beaches where the Valdez spill was. As far as I know there are not salt water marshes where the Valdez sunk either.
Nobody has been screaming for BP to clean up the mess with dispersants like the article suggest.
The article does not say one word about any harm skimmers do and that is what people have been shouting for.
I have heard of nobody spraying the beach with detergent and hot water like they did in Alaska.
Cleaning up this mess is not a PR stunt.
What do they want to do leave the beaches for 10 years an oily mess?
The article is an insult.
Reported on Coast to Coast AM tonight, not verified, RW encountering pockets of methane gas, lower deck cleared and crew ordered to wear gas masks.
Link to the Bob Dudley interview on NewsHour last night. Covers many of subjects being discussed on TOD. There is also a written summary of what Dudley said
http://www.pbs.org/newshour/rundown/2010/07/dudley-bp-government-researc...
Hi HO and Rockman. Its been a long time since I've posted on here. I was able to find the thread and I enjoyed talking with you guys. I was unemployed then, but all good things come to an end and just as well because it was getting to cold for golf and benefits were running out. I missed the rig too if you can believe that. I didn't post after the horizon disaster mainly because there were too many worms or politically motivated squirrels posting and I didn't have time to sort through it. Lets get to business and if this subject has already been covered, I'm sorry for the redundancy. Please point me to the thread that may cover it. It pertains to the idea of a "running kill". As I may have mentioned in my thread from last year, my dad started DD in 58. He was heavily involved in much of the early drilling in the Niger Delta back in the late 60's. He was involved in several relief wells there and I believe he even met "Red" Adair on one occasion. I could never convince myself that "top kill" would work on this monster. It's like bullheading a well that's past the point of being controlled. It also was no surprise to me when the junk shot didn't work simply bc of the pitiful state that the BOP stack must have been in after a month of having high pressure gas, oil, and sand flow through it for a month. Ask anyone whose caught a washout in the drill string and let them tell you how High pressure fluid can cut through metal like a hot knife through butter. I had a bet with my friends that the junk shot would blow the the "skeleton" of a BOP to pieces if they plugged it up too much. My dad gave me an SPE paper written by a PE at Shell about a relief well that was drilled just north of my home in Hinds Co. MS back in 1970. Bad boy.... H2S, it took them a year to kill it. I just thought if you could explain this running kill in a thread it may help a lot of guys as I've found many of my friends in the industry espiecially in this younger generation don't know exactly what it is as it isn't a practice that's taught much in basic. From the way I'm understanding it. I'm having trouble understanding how they're gonna be able to make it happen through 2 7/8 DP simply bc of pressure. Hold on to your hats!! Thank you guys so much for your expertise and donating to this site. I'm gonna try to get my dad to start posting on here. He's 76 and doesn't like computers much. Neither does my uncle.... he's got 50 yrs DD experience.. I bet one of you guys has heard of or possibly even worked with one of them.. PS all worms, squirrels and 3 month industry experts try not to post too much. And the first person that brings politics into this thread if he does go through with it, I want banned from TOD. I want no noise.. My main goal is to help save whats left of my Gulf coast. They should have not let any one post who joined after this happened anyway.
Geo,
Out
sorry, i think 4 of my 5 posts are noise im trying to keep my mouth shut
HG -- speak your mind please. If we don't like what you say we'll let you know. Here's an idea...occasionally toss in a reference to Blue Bell ice cream. That seems to help me get a some extra tolerance.
Sorry guys, I just got feed up with reading really good thought provoking threads just to run up on a 50 post political debate when we're supposed to be talking about fixes or ideas. No disrespect... Everyone starts out as a worm. If I stay in this office much longer, I'll be inching my way to the parking lot just to drive home. I feel like the longer I stay in the office the wormier I get. And when it comes to well control, I am a worm. Thats why I'd like to learn more about this running kill.
Geodd
Geo -- Hang around...will get more interesting when they pump that pill. Small world perhaps: one of my uncles was killed on a well in Hinds Co. Your sour gas blow out sounds rather familiar but memories fade. Gas didn't get him though: service truck backed into him and caught his legs between its bumper and a pipe rack. Bled out on the scene. The bad ole days.
You once told me last year when I was laid off RM that you missed the rig. I said never. Now that I'm in the office, I'd give my pinky finger just to go clutch it and slide a while. I don't care if it is in a blizzard!!! I feel trapped in this new office job..
Ultrasonic flow meters. I think there's a flow meter service men use to on air conditioning units to measure the freon in the system. Supposedly the meter counts the number of bubbles in the stream.
Its early be gentle.
Disturbing video from a couple of days ago saw him on MSNBC, this is the original.
http://www.youtube.com/watch?v=pxDf-KkMCKQ
caption to the video
"This was the most emotionally disturbing video I have ever done!
A flight over the BP Slick Source where I saw at least 100 Dolphins in the oil, some dying. I also photographed a Sperm Whale covered in oil all around it's blow hole."
Anyone watching how much the cap is bouncing around this morning??? It is really banging and swinging around more than I have ever seen. View of Skandi ROV2 is the best view right now. Looks to be hammering the top BOP pretty hard. Looking at the Thunder Horse met data the waves have really dropped off in the last couple of hours so not sure why all the movement today.