The BP Deepwater Oil Spill - Cutting Metal Under Water and Tuesday Open Thread 1
Posted by Heading Out on June 1, 2010 - 9:30am
Please transfer discussion to http://www.theoildrum.com/node/6562.
The decision to cut the riser and drill pipe (DP) from the top of the Blow-Out Preventer (BOP) as a first step in putting the Lower Marine Riser Package (LMRP) over the leaking oil well in the Gulf of Mexico is not quite as easy as it might sound to a layman. This post is going to talk a little about a couple of the problems, as well as an alternate way of doing it, and should end with a possibly slightly amusing anecdote.
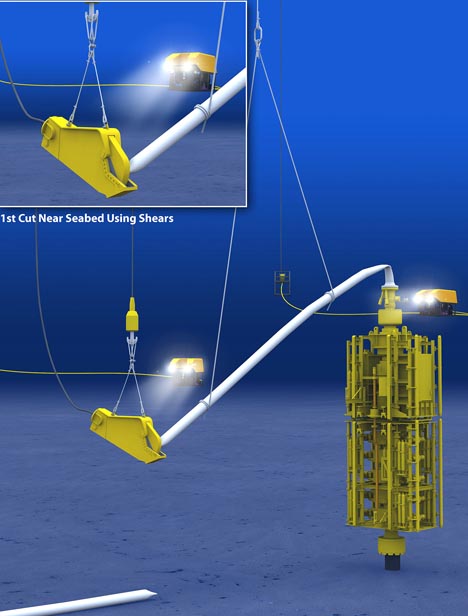
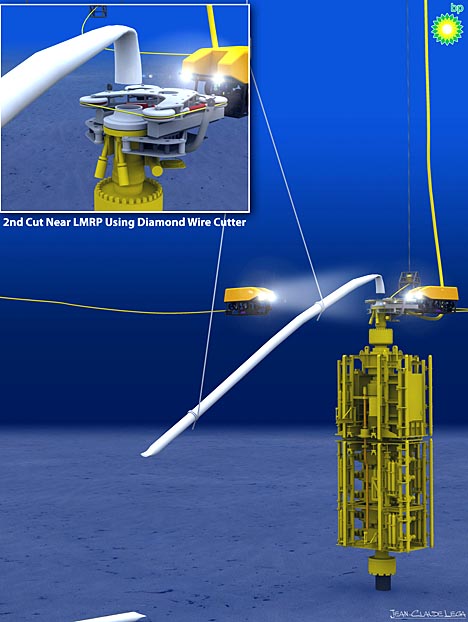
The current plan is to carry out the operation in two parts, first the main body of the riser and contained DP will be cut using a large shearing machine, and then a precision cut will be made with a diamond wire cutter to prepare the surface to act as a support and seal for the LMRP. (Illustrations are below the fold). There are a couple of reasons why this is going to be done this way, and one or two concerns that will need to be watched as the operation continues. (UPDATES At 8:45 am I see that the riser in in the shearing machine, at 9:30 am it appears that they are using a diamond circular saw to cut the choke and kill lines - h/t gel. By 11 am they had the wire saw at the riser, and had started to shear the riser beyond the bend. At 12:50 pm after what may be two attempts to shear through the riser and associated piping the shearing machine has been removed from the riser, and appears to have been taken back to the surface ).
(To learn more about the technical basics of LMRP, please go to this post: http://www.theoildrum.com/node/6531)
Part of the problem lies in the considerable stress that the metal is under, which may make it more difficult to get the precise cut that is needed for the sealing surface. The weight of the collapsed riser on the kinked section of the riser means that the metal is under a considerable stress, and as the cut is being made that stress is going to be released. This is a particular problem if the saw blade is in the cut as that stress releases. As an illustration, large diamond wheels are used in granite quarrying as a way of making the first cut in a new layer of rock. As the quarry works down into the deposit, however, the stress in the rock increases. So that when the diamond saw cuts into the layer, the walls will move in slightly. Now if the diamond saw is rotating until it is removed, it will grind away that small movement and there is no problem. But if the saw is removed, and the cut restarted the next day, then it might be necessary to recut the same depth again, because the walls have moved in that far. The much worse thing to do is to leave the diamond saw in the cut overnight – the walls will move in and pinch the blade and you can’t get it back out without destroying it. Did I mention these blades can cost up to $100,000?
So given that it would be a bad idea to break the diamond wire in the cut, or trap it for that matter, the first step in the process is to take some of the load from the riser by cutting off the majority of the fallen pipe. To make this simpler and since the quality of the cut is not important, this will be done with a large shearing machine.
For the second stage in the process the riser and pipe will be cut, at the top of the BOP using a wire saw to cut through both pipes. The diamond wire, which is held under tension in the design, should give a relatively smooth surface that can be used for the sealing surface to the LMRP.
One of the problems in using this tool, which is rather sensitive (in other circumstances we have broken several wires in a smaller model) is dealing with the central DP as the cut is being made, and with the flow of oil and gas past the wire, which can send it into vibration, over the relatively long cut.
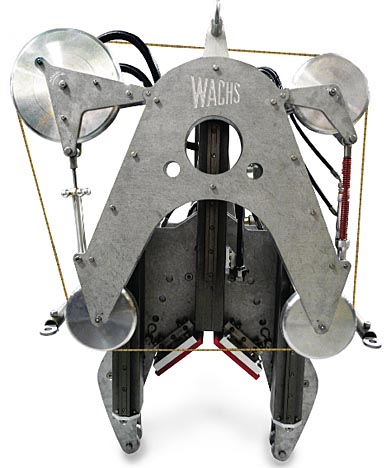
The two pulleys at the top of the saw are used, as well as guides, as tools to keep the wire under the correct level of tension.
It is relatively slow to cut, (perhaps 10 to 30 sq ft/ hour, depending on power and blade size) and requires patience to keep the applied loads at the right level (the joy of automatic equipment over manual operation). There are still possible risks, due to the remaining load on the metal being cut as it is being made, since the amount of metal left gets less over time. As a result it is likely that, in the same way as a forester will use wedges to stop the cut closing as he chops down a tree, so small metal wedges will be put into the cut in this case. The only difficulty that this imposes is that it will be difficult to access the central DP and difficult to deal with that, once cut through, since it is within the riser and not accessible. Hopefully it will be held in place by the bend of the pipe and riser, until the wire has passed through it.
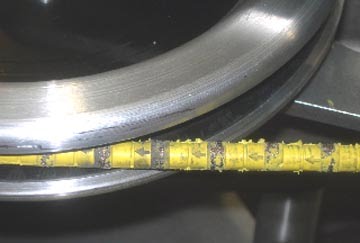
Over the past twenty years diamond wire sawing has become more common as a way of cutting through a variety of materials. It has the advantage of making a relatively narrow cut, and the ability to cut through objects made of different materials, such as reinforced concrete. The cutting wire used to have small diamond particles embedded in the steel of the wire, but in more modern varieties the diamonds are embedded in a plastic such as Teflon, and set as beads along the wire, allowing better cooling during the cutting process.
Now my students will tell you that I have a bad habit of slipping commercials for another technology into lectures, and so I am going to indulge, and mention that there is an alternate technique that could be used instead. And that is the use of a high pressure abrasive laden, waterjet cutting stream. These are becoming increasingly used in industrial manufacturing, although in that use the technique usually involves a different way of adding the abrasive to that which would be used in the current problem. In the conventional way of adding abrasive it is mixed into the jet after the water is accelerated, and, in the right circumstances, we have been able to cut through half-inch titanium with an accuracy of 0.001 inches. Those jet systems operate at pressures from 40,000 psi to about 90,000 psi. In the current case the abrasive is added to the water from a pressure vessel, and the technique is known as abrasive slurry jetting (ASJ). It allows equivalent cutting at about a tenth of the jet pressure (i.e. 5 - 10,000 psi). The tool has been developed for cutting off different oilwell parts from the wells under the North Sea. Because the jet cuts away from the nozzle, it can cut, for example, out from the center of a set of drill pipes, one nested inside the other, and separate them, as one of the last stages in decommissioning a well. It has a problem with range, the jet cutting to a shorter distance as the back pressure in the water increases, and for cutting down to 500 ft (the deepest we have tried) it can be improved to cut large risers by adding an air sheath around the outside of the jet.
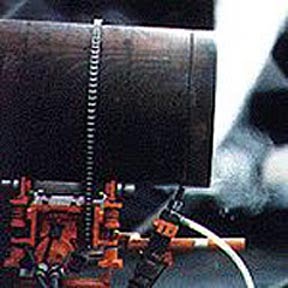
One alternate way that is used for cutting tanks and other containers with possibly explosive content is to use a chain crawler around the pipe. This way the jet does not have to cut quite as far through the water.
(And for those who question whether jets would work under this depth, Gulf Oil – as was – used an abrasive waterjet to drill a well down to 15,000 ft back in the early 1970’s but a fire destroyed the equipment and the research was stopped).
To end with the anecdote – which relates to the cleaning of oil rigs for inspection. The problem that arises is that barnacles and a variety of sea creatures and plants grow on these structures, and need to be removed. The historic method of doing this was to give a diver a chipping hammer, and send him down to chip off the offending coating. Now when a diver is in the sea there is not a lot of resistance, and so one has to clamp onto something to develop enough thrust to effectively use the hammer. The only object available is the rig itself, and wrapping one’s legs around a strut works to give the platform. The only problem is that the strut is covered in barnacles – ouch!
So the waterjet industry developed a zero-thrust gun (in other words the cutting jet on one end is matched by a jet of similar power on the other, so the forces are balanced) and the diver does not need to hold onto anything. It was taken out to one of the rigs in the North Sea and given to one of the divers.
He took it, without a word, and disappeared over the side of the rig. He was down underwater using it for about fifteen minutes and came back to the surface. He didn’t say anything, but walked over to the chipping hammer. He put down the lance, picked up the chipping hammer, and walked to the side of the platform. “So long , you son of a . . . .”, he said, and threw it overboard.
It was one of the fastest adaptations of a change in technology around the world that I have seen. Anyway I will talk about using jets for efficient cleaning in another post. Enjoy the day!
The BP Deepwater Oil Spill - Cutting Metal Under Water and Tuesday Open Thread 1
PDF version
497 comments
The BP Deepwater Oil Spill - Cutting Metal Under Water and Tuesday Open Thread 1
PDF version
497 comments
Contact
- Content: editors at theoildrum dot com
- Tech support: support at theoildrum dot com
License

This work is licensed under a Creative Commons Attribution-Share Alike 3.0 United States License.
A continued sincere thank you to all who have donated thus far. It will help with the increased costs we are facing (see point 3 below).
1. The Oil Drum is a pretty special place. We strive to maintain a high signal to noise ratio in our comment threads. Short, unengaging comments, or comments that are off topic, are likely to be deleted without notice. (to be clear--engaging, on point humor and levity, more than welcome.)
We are trying to perform a service to the public here to coordinate smart people who know their stuff with other people who want to learn about what's going on. Promotion of that ideal will be the criteria by which we make our decisions about what stays and what goes.
Flame wars, polemic exchanges, and other content deleterious to the community will be removed, either by an editor or by the community through its moderation process.
2. If you see a problematic comment USE THE COMMENT MODERATION SYSTEM--see the "Flag as inappropriate" and (?) beside it? Learn more there. If you see comments that are questionable after you've done that (that aren't being removed), let us know at the eds email address.
It is up to this community to enforce the norms we have established here (a high signal to noise ratio), keep. it. up.
Our guide to commenting at TOD can be found here: http://www.theoildrum.com/special/guidelines . Please check it out if you are unfamiliar with it, but it is essentially 1) citations welcome (if not necessary), 2) be kind to others, and 3) be nice to the furniture.
3. We have gotten a lot of queries whether this bump in traffic is adding costs to keep the site functioning. Truth is, yes, we are incurring added expenses from these events. It is also true that we try not to beg from you very often as we are not the types to bother you with constant queries.
That being said, if you are inclined to help out, your support is always welcome and very much appreciated. To those who have already given, thank you very much.
You can find the donate button in the top left hand corner of the main page.
4. If you have come here to vet your plan to kill the well, understand that you will be queried on whether or not you have read the other 10 previous comment threads and all the myriad plans that have already been run by the kind folks in this room; if you have actually read all 10 comment threads and still think your plan has legs, well, then maybe yours really is the one that will save the Gulf of Mexico.
This is not to say that well considered questions about current attempts and modifications to those attempts are not welcome; they are. But try to place them in context and in what's actually going on, as opposed to your MacGyver dream solution where you have a 10 megaton bomb, an ice pick, and Commander Spock at your side.
5. Also, if you're looking for live chat to talk about the ROV/LMRP video, etc., and are IRC capable, go to freenode, the channel is #theoildrum
(google MIRC and download it; Hit the lightening bolt and fill in your info; select the server as "freenode" (it is in the server list), hit connect; when connected type /join #theoildrum)
or you can get there just via a browser: http://webchat.freenode.net / Just enter a nickname and #theoildrum in the boxes.
6. Do not be afraid to go back and read the last couple of open threads yesterday and today before you start on this thread. They were really good, and will likely catch you up if you have been out of the loop for a while. We shut down threads when we get to 400 comments, as it's really unmanageable. Lots of good stuff in there though.
Gosh I love this site! Kudos!
Though I am a nobody and a newbie, I dare to make another suggestion. And therefore I am posting something I've discussed here a bit with a few folks (see comment history here) - something I just placed at the end of the previous open thread (link below):
http://www.theoildrum.com/node/6538#comment-636544
If I have overstepped my bounds, please feel free to delete this. Also, I consider myself one of the troops here - not trying to take over or be handed any authority.
I myself am not a technical person, but I do have time and am gravely concerned about the future on a number of levels - particularly with all this oil spewing and its potential to SPREAD from ocean to ocean. (I will place info for how to reach me if necessary - at the end of my profile, though of course site administrations would know that already.)
I just Registered w/ TOD. I'm very impressed by the technical knowledge on the site, and the BP threads. I hope to contribute, or at least comment soon. As far as I am concerned, the BP accident brings to the front many Human, Energy, and World View issues....that's what has captivated me....that, and the plight of those that live off the Gulf Coast.
Thxs TOD.
I second that.
I'm ready to use whatever little influence I have for putting the case for 3 relief wells, but without the expertise and credentials to make a credible case, would really appreciate those who have them, to post a coherent argument why we need more RWs, so that I/we can send links to relevant folks.
Just trying to do my little bit here...
Just say the word, and we'll cut and paste and send it our friends, congressmen or whoever.
Carol Browner (not sure if that's her name, who is with Obama) stated that she required BP to drill 2 relief wells.
I read that in yesterday's paper and heard it on this morning's news.
She didn't say anything about the halt on the second well due to the BOP being removed, so I don't know if they are ordering another BOP and will resume drilling of the second well?
Drilling on the 2nd relief well has resumed, per Thad Allen at today's briefing.
See explanation below at http://www.theoildrum.com/node/6541#comment-636810
TheraP, We all bring a wide variety of talents to this site. The great thing is the crude oil industry has been around a long time 1859. There is so much written in every detail of the industry from spudding a well to finance. You bring a very important talent to the site and that is the mental state of people in general. The coming days of declining oil reserves and possibly resource wars you may end up being with study of the industry the most valuable person on the site? I believe we are headed for some very hard times with respect to cheap energy producing less expensive foodstuffs in the very near future.
Thanks for being here
Andrew
P.S. What is your hourly fee ha!
Hourly fee? On the web.... I work for free! Just doing my part for humanity. Imperfectly... but with gusto! Very freeing actually.
I'm glad to share what I know. What I theorize. I'm a believer in people working together. So I doubt I would be "the most valuable" - but I hope to add to the mix. I take great joy in seeing the variety of people, how they interact. And yes it's fascinating to see how individual and group dynamics play out over the web or in all areas of business, politics, economics etc.
As you say, very hard times may be coming. We all need to take stock. Live simply. Also, in the end we all have to "let go" - of life itself. Sooner or later. No telling when. The more we face that, the more we may realize that we might as well practice letting go - ahead of time. Scarcity of resources will play out in health care as well. We've burned through way too much in our society! Acceptance, patience, self-restraint, hospitality as a way of life - we need to learn these things as a society.
I look forward to many interesting conversations here. I just love that people work together, without pay, for the common good. I am waxing philosophical as I ponder your comments.
Peace be with you.
Actually, it was a joke about me needing therapy. Not a good one obviously ha!
Yeah, I got the joke. But I turned it around. It was a teaching moment. ;)
TheraP: In re landrew's thoughts, I've been thinking about the 5 stages of grief (loss). Peak oil is about the loss of a way of live embedded in the American psyche. An economist said that America's image of itself is big people driving big cars at high speed across endless open highways. I'm old enough to remember "See the USA in your Chevrolet." I can still sing it. The highway as the symbol of Freedom, "On the Road", the Indianapolis 500 on Memorial weekend, all are woven into all our brains and our behavior.
We are not the only society that has had to cope with the loss of a way of life. And "wanderlust" seems to be deeply embedded in the human psyche, not just in our "on the road" mythology of ourselves. Maybe we need to find ways into the "inner landscape" and take inner journeys. I look at all the ways people waste fuel on pleasure boats and car races and snowmobiles/all-terrain vehicles - just for fun. If we have to give those up, you're right, there will be disbelief, bargaining, anger, fear, sadness - but others will "find themselves" in creativity of all types.
But I begin to see the task here. And I think I'm up to it!!! I have a very spiritual side to myself. And that's really the challenge, I think. To give up childish things - greediness, war (there's a biggie!), selfishness, need to control, etc. - and find ways to enjoy and contribute without having to spend $$$ and fuel to do that. (See my musing in a comment above.)
My pessimistic side sees two wars in this country: Water Wars in the western US where I live. Think LA and Phoenix, Las Vegas (Now with 2.5 millon people! Good God, I used to drive through it in the mid 60s when it had less than 100,000) for water and Energy Wars both played out in national politics. Fuel we can adjust to... maybe. Water also... maybe. Both at once... mixed with a heavy dose of angry populism and conspiracy theories marinated in modern communications and PTSD from loss... I hope the wars remain metaphorical.
Excellent way to put that emotional part of peak oil in focus! Grief, yes, grief is what we will feel. Only after yet another oil shock and this time or soon it doesn't get easier, gets harder to hold on to what was. 5 stages of grief interesting. Thanks EL more to ponder.
I hope our discussions will be about real humans, with their evolutionarily developed human nature, not some idealized rational, far-seeing utopia-dwellers.
I do think there's a possibility of pulling out human society from its nosedive, and I'm sure that if it happens, American ideas of living standards are going to have to move away from energy-wasting pursuits.
Whether the old people in power, and the younger ones moving up can be teased or hammered or cajoled into doing so, without massive war and population decrease, or reduction to living in forts, that's the question.
I think it's not about reduction in energy use so much, as it's about successfully teaching the necessity for it, and pointing the way, through financial means like taxes on carbon, and subsidies for renewables.
Hi ormondotvos,
We can change the world by changing what we teach our children. Most adults lack the ability to understand they don't already know everything, so they are not teachable.
Only problem, it's adults who decide what we teach the children and there is little hope we can agree on the enormous changes in curriculum that will be required.
Sigh...
PriorityX, fascinating conversation going on here.
I usually think of the Learning Curves of adults versus children this way (and I've taught young children as well as done therapy with adults):
Hope is good! Reality is a bite some times. The problem really is the last 10% is worth far, far more than the previous 90%! That is the issue. Barring the miracle fusion reactor which doesn't look likely in the time scale we need. It really is about feeding 7 billion people and what governments will do in order to feed THEIR people? Without cheap oil all of modern ag. is dead. Genetics may be the only way we stay ahead for a few years. My friend the forts are already being built, by many on here :)
landrew: Ponder this. What did the person who cut down the last tree on Easter Island think? And how different are we? Was "Peak Trees" for Easter Island "Peak Oil" for today?
Wait till you get to "peak age"! ;)
Question regarding water jet cutters:
I can see why "back pressure" would be an issue if the water pump for the cutter was located on the surface, but would it not be possible to have a cutter where the water pump was located at depth, i.e. a system where surrounding sea water was drawn, in, filtered, compressed, abrasive entrained, then used for cutting?
obviously power for the pump would need to be supplied from the surface, I would imagine electrical.
Such a design it seems to me would only see the pressure difference between the low and high sides of the pump and should function pretty much the same at any depth, or am I missing something? Is there some property of water which changes at depth which would affect the operation of such a device?
The pressure difference that counts is the one across the nozzle, because the pumps, in general push out a certain volume of water in a given time, and it is the speed that the water is moved through the nozzle that is the effective value. The inlet pressure to the pump has no effect on this, sorry.
I understood this, I think we are having a mis-communication. Let me try another way of saying it:
Assume that all the nozzel's parameters are constants. Then, as I understand it:
A cutter which has the pump at the surface will need more power input to the pump the deeper the nozzle is below the surface to maintain a given flow rate through the nozzle. As the ambient pressure at nozzle depth approaches the maximum possible output pressure of the pump the device will stop cutting.
A cutter that has the pump co-located with the nozzle would require a constant amount of power input to the pump to produce that same flow rate through the nozzle regardless of working depth.
HO thanks for another clear explanation for us non-tech types.
One comment on the jet gun for cleaning rigs. The concept might have been re-invented for that purpose but the first I heard of it was in the story of the salvage of the USS Squalus (later renamed USS Sailfish).
The account described how fire hoses were used to make tunnels in the mud under the sunken Squalus to pass cables under to lift her. The work was slow and frustrating because the back pressure pushed the hard hat divers back out of the hole. The story goes that a USN machinist on the salvage ship made a special nozzle that had back jets to counter the thrust. This worked so well that the holes were completed in relatively no time at all.
We foreigners like to bash you Yanks but stories like this always help to reafirm the respect for your ingenuity and the impressive bravery of those hard hats crawling in the mud under a submarine in 74M of water.
Looking forward to your next post.
Don
Don,
The (high pressure) "jet gun" used for cleaning and cutting is different from a (low pressure) "hand jet" used for excavation/ tunneling under sunken vessels, etc.
High pressure waterblasters operate at thousands of psi, while hand jets run in the hundreds.
Waterblasters that are safely configured for underwater (diver) use are counter-balanced and have long barrels to make it very difficult for the diver to cut themselves, although the diver typically still hangs off on a hogging line of some sort. Using even a well balanced tool is still a rather physical task and the high pressure hoses are quite heavy (imagine using a household drill that had a 3 inch thick electrical cord attached that you had to drag around and pulled on the tool, etc.)
The low-pressure hand jet is typically a fire hose with a t-shaped nozzle on the end for counter-balance and a pump on deck supplies water pressure on the order of 100's of psi, which can blow a glove off of ones hand, but not the hand itself. This kind of setup is "standard loadout" in the commercial diving industry, at least in the States.
Dave
Thanks Dave.
I was talking about the principle applied. The tecnical details are all fascinating.
Very similar to the water jets they use to clean sewers - one jet facing forward to cut through debris, 2-4 jets facing to the rear to push the jet forward/flush debris down the pipe.
Ah, "On The Bottom", the salvage of the S51 in 1925/6. A very good read. I also really liked his account of clearing the scuttled ships from a port in Ethiopia in WWII, "Under The Red Sea Sun". He wrote a few other books too, still in print after all these years!
http://en.wikipedia.org/wiki/Edward_Ellsberg
http://www.edwardellsberg.com/
Great idea, water jet cutting, there must be some reason why the diamond wire is being thought of first but it is generally way to slow with steel products and, as discussed, pinching the wire is going to be very much a possibility. I vote water jet cutting too.
My guess would be that the water jet can't cut deeply enough to slice the drill pipe inside the riser through several inches of flowing oil and gas. That's not a problem for the wire saw. Well, not as much of a problem.
The setup work for the wire saw cut (shearing the riser so it is hanging above the mud) should take compression loads off the cut, minimizing the chance of pinching. And if it does get pinched, lowering the riser stub a little should open the cut. Of course something could still go wrong, like the drill pipe twisting as it is cut.
I have a question related to Marcellus Shale that I'd like to ask, but don't know where to ask it. Should I ask in this thread?
Basically I own a couple of acres of land in Pennsylvania and the gas companies have been mildly interested in digging a well on it. I need to do something with that land and I don't know if the fact that it's sitting on MS (plus incidentally the fact there are some prime cherry trees on the land) makes it worth trying to manage compared to just selling outright.
There are other considerations but like I said I don't want to gum up this thread with personal query. Is there a better place I could ask this question? Thank you.
Rockman, to avoid MOUNTAINS of spam retype email address by using edit key ! wjd2211 at aol dott conn would do it. Otherwise automated bots pick it up !
Alan
Of course, since you replied to it, he can't edit it. But we can do him a favor and flag it (as I did) to make all this go away.
I carefully did not reply to Rockman's post (note no indent between our comments) but replied to the same post he did. He is still able to edit.
WAY too many hours here on TOD. But good point for the newbies.
Alan
Personally, if it was mine I would definitely keep the property and lease it out for the minerals. Surely you can find someone nearby your area to help you with the details so that the oil company doesn't jerk you around on the leasing arrangement.
I know I would keep it. The checks off the royalty can be very lucrative if handled correctly. Plus you say you already have trees on it, that is another plus
I have a little brother who is a land man in Tyler, Tx who did some work for EOG Resources in that area, but not sure what he knows about it without talking to him about it.
Bsmyth, the Drumbeat would be better for this. It covers general topics, many very interesting links to the most recent items dealing with PO, Oil, Energy, and related matters such as AGW and the like.
Enjoy the site! You won't find one much better.
Craig
Put in your contract how clean they must keep your land when all is done. Mud spills; spent tool charges,and crappy trucks will be sent out that leak oil. Not to mention grease and cleaning fluids and pipe dope and diesel. It will be drilling rigs after all. Also if they make a well see if you can get a provision for free natural gas for one single home. Or ranch or farm; whatever. (Yours)
I don't know if they still write contracts like that but they used to.
I've been in the underwater industry (commercial diving, ROV's and submersibles) since 1996 and have used these tools-- including wire saws, abrasive cutters, chippers, and others-- so I thought I would chime in here.
All of these methods (and others) are useful depending on the situation. It is truly "case-by-case."
Cold-cutting underwater using abrasives vs wire saw:
Water jets require the tip to be in proximity to the material; as you back away the energy is quickly dissipated by the seawater. This could be a problem when trying to cut the inner parts of the riser as there may not be room to get the tool inside (one solution is to cut out larger windows in a "wedding cake" or "canoe" fashion. Additionally, to cut the irregular geometry of the damaged riser would require a degree of manipulation not readily achievable by an ROV-- note the strap-on version of abrasive cutter shown by the poster above is fit around an undamaged round pipe in relatively new condition (and yes I know about the removal of the wishbone-shaped members offshore California-- again, a pretty regular geometry). Not saying that it can't be done at BP Macondo, but there are more reliable ways
Wire sawing is not without its drawbacks, but doesn't require intricate manipulation-- other than to set the tool on the work piece-- and once the wire has travelled through it is "proof positive" that the cut is 100% complete. Drawbacks: the wire can get pinched and stuck in the cut-- typically because of compression as the two sides of the cut draw together (hence all of the rigging and preparation). We used this technique to cut a concrete bridge girder a couple of years ago and had to go down every 30 minutes or so to unfoul the wire with a pry bar and re-set the line (didn't have the option of relieving compression with rigging, etc.) In the case of the ROV the worst case is probably to abandon the wire in a failed cut and start over on a new cut.
As for cleaning, again there is also no "one all-perfect tool" for the job. Hand cleaning, pneumatic and hydraulic chippers, whirl-a-wheels, scrubber carts, grit blasters, and yes- waterblasters- all have their pros and cons. Selection of the best method is on a case-by-case basis, although in reality it's usually "work with what you are given." Hence, the propensity for divers to ACCIDENTALLY lose tools from time to time…
Dave
bingo
the dependence of water-cut on distance from pipe will make this a very slow process....and the degree of accuracy required to keep it focused will bring a ROV operator to tears cuz very slight movements by the ROV are normal
whats needed here is a contact cut .....a diamond wire gives that....because once you get a cut going the wire can stay in the groove and the cut can proceed and smallish movements on the ROV will have no effect....
It should be noted that there is a slight current at those depths, the current interacts with the structure, and BP has added a large upwelling in the center of the action, with turbulent results. So ROVs are not perfectly stable platforms.
Alan
Any major cut such as the riser is usually done with a mechanism secured or clamped to the piece being cut to eliminate the current and motion problems.
Last night I observed them (practicing?) with a piece of machinery that seems to fit where they want to make that final, really careful cut - like it was made for that spot. It looks like it goes in and nearly surrounds the site where they expect to cut. I can't vouch for what I saw, but if I'm correct it's one excellent plan for how to do this, because it appears to surround and clamp. (They also had a little fan behind where the robot arm was operating, presumably to fan away the plume if needed?)
I'm so impressed with the work these robot-operators are doing! I cut the people "on the line" slack, but reserve my ire for upper management, who are doing everything (including employing cheney now as a spokesperson - see link below) to obfuscate and misinform.
BP shares down 13% I've just been informed.
http://rawstory.com/rs/2010/0601/bp-hires-cheney-spokeswoman-lead-pr-eff...
TheraP, what do you think the long term physiological damage to the indusry will be? Case in point Three-mile island set us back decades when there were really no leaks offsite to speak of. I get that much radiation every quarter and it has no real effecttttttttt onnnnnnnnnnnnnnnnnnnnnnnnnn meeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeee
Do you think it would be worthwhile to try to activate the BOP after the final cut is made?
Reasoning: The bent over riser and drill pipe would seem to be putting tremendous pressure and torque on the BOP. Perhaps causing something to be slightly out of round and jamming the BOP mechanics. Relieving
this pressure may allow the BOP to function. What's there to lose?
What's there to lose?
the bop popping like a champagne cork? :)
Depends on if the loss of hydraulic fluid and dead battery situations have been fixed. Otherwise really can't cause much harm. Furtermore, If they get a clean cut They should be able to get something to contain this mess. NO MORE DISPERSANT!
Really can't cause much harm? Hmmmmm, I think it can! Drill pipe shoots out the well bore further damage to BOP, Casing/clamps fall away leaving the BOP open. At that point you have a hole pumping 30-50k barrels a day! That is a very big risk with a relief well still 1/2 months away!
The lessons at the beginning of each thread over the last few weeks are just great. Very well explained with sufficient detail and common sense to help us all to get an idea of what is going on. Thanks so much for the time and care taken by the authors!
1) Have a question about the idea of releasing the shears and what the drill pipe and drill shaft might do. Seems they could either stay in place, fall down or the frictional force of the flow could push it up?
2) Is the drill bit still connected to the drill shaft and is that hollow and if so is oil coming up inside of that as well?
Stay Safe - God Bless - Dave
found a site that has a few different live video feeds on a single page
link
Thanks for the video links
They should clamp on some guides to help guide the arm. I use my other arm as a guide when I'm doing similar things with a cutoff wheel on my car exhaust
perhaps it is merely an issue of scale on the illustration, but:
1.) why not cut off more of the pipe in order to reduce the overhung load that will be acting at the sawcut?
2.)after a manageable amount of teh pipe is removed, why not locate the saw appliance in a position that allows the overhung load forces remaining pipe to work to the advantage of the sawing operration. That is to say, start the cut at the radial location of maximum tensile force (opposite teh overhung load and procede with the cut allowing the dead weight of the pipe to pull the pipe away? wouldnt this eliminate the issue of the sawcut kerf collapsing?
3.)finally this is moving in a direction that I felt was correct several weeks ago, I am curious what all the damaged pipe wasnt cut off directly with a riser pipe then installed to allow the oil a path of least resistance with a minimum of salt water induction. I think this would have gone a long way ~3 weeks ago to buy time on the conventional method to kill the well.
4.) As as theoretical observation, once the pipe is sawed off, why not arrange the riser pipe approach in a manner similar to a modified angioplasty ballon? Insert a riser pipe with an inflatable bladder, the open riser would allow the oil to continue flowing while the bladder is inflated and compressed against the exisitng pipe wall, the riserr could then be mechanically secured to the existing sawed off pipe stub,and subsequently a valve a the surface could be use to manage the flow.
The weight of the severed Riser is being supported by a crane from the surface. As the band saw finishes the cut at the top, the crane can raise the Riser stub slightly to relieve any binding.
In execution, it would most likely be problematic to try and manage,what ~3/8" kerf clearance, with a crane. Use the overhung load of the pipe to the advantage of the cut, and perhaps use a crane rigged to add some bending load in the direction that maintians an the open kerf..
The riser support tether lines won’t stabilize after shear cut. It will sway back and forth under pressure? Install 2 shears, one to cut, other to stabilize during/after cut… like two hands.
It looks like their not going to cut completely thru with the shear, until the saw cut is complete. They can still come up on the load a tad to keep from binding and use the gripping shear for further stabilization.
After shear cut on riser will need forces from multiple directions to stabilize. The oil/gas pressure coming out open end of riser will be like uncontrolled thrust.
Current rig of tether lines provide limited support. Need a more bi-directional setup.
Length of riser remaining is proportional to these forces.
Per BP website, diagram shows shear cut first then diamond cut. Gordon’s post makes sense, understand now. BP illustration is out of sequence.
How will the diamond cut manage the DP cut without sending vibrations/movement down the bore?
I am the one with the
American Wacky Ideas
Wacky ideas to solve the B.P. Gulf Oil Spill
I am pround to tell you I don't think you can be part of the book!
I find this idea fascinating! Cut pipe edges are like razors so the stent would have to be Kevlar or cross-linked pvc or? Love it, it really is somehting you should pursue. Sorry the sinking battle ship stays on the cover!!
My feelings are hurt. I didn't say nuthin' 'bout no stinkin' battleship. The Admiral stole my idea at least three weeks after I first published it. That he stole it is not a shock. The shock is that Admirals read the Huffington Post.
Very informative post, thanks PG.
Is it possible that the wire cut is being used because the well is flowing?
I assume that once the pipe is breached with the initial cut, oil is going to start flowing out and this would create problems for any sort of jet cutting method. I'm guessing the engineers have decided to go with a "metal-on-metal" solution because it offers more control.
Also, I'm hoping that as they start the cut, the weight of the DP away from the cut is going to pull the cut open slightly, and pinching won't be a problem.
The tech talk on this board is the only thing that has made this tragedy bearable. Thanks, TOD.
(Reposting this from last night's thread)
A better, more controllable Video Window:
Bring up Windows Media Player, hit "File | Open URL" and put
http://mfile.akamai.com/97892/live/reflector:46245.asx
into the address block. Now you have better control over the window size. I keep it small on background, then if something good appears click the window and F11 for full screen. (F11 drops it back again too.)
It will drop out when they switch ROV feeds, but just hit "Play" to restart it after a couple of minutes.
Told my daughter it's my new aquarium! :^0
Interesting number offered on NPR this morning. Given they don't tend to take extreme positions their estimate of the total costs for BP for this incident is interesting: will range between $12 - 20 billion. Or about one year's profit. That's a relatively low number compared to the estimated $60 billion lost in shareholder equity. Thus they felt that BP stock might actually be undervalued today. They offered no details on how they came up with that number nor how those costs would be split between the various components.
The impact of Peak Oil will make the shareholders whole.
And the cost of two more relief wells, $0.2 billion.
Alan
Awfully hard to calculate. There are some major wild cards still face down.
Discretionary debarment, for example. I imagine it would be very popular with the public. They want blood. It could range from not allowing them to construct new wells in the gulf to the cancelation of all their existing leases in US territory.
I think NPR pulled the number out of their asses.
It's all going to be about downstream liability so keep an eye on governments desire to remove liability limits on drilling including gas!! The risk reward curve may not facilitate extensive drilling in the future so its my guess these limits will be smaller then the public wants or government itself will need to become drillers.
Either way if taxpayers want oil and gas they will have to agree to pay for clean up cost associated with large and small spills since it will not make economic sense for drillers to take these risks unless new oil sold for large premiums over current market pricing.
BP is dead man walking as a corporation unless they fire Tony and rightfully say he did not have the authority to say BP would cover cost beyond the current cap.
If the government removes all liability limits it will end off shore drilling, and cause 100's of thousands of job losses, and a big increase the cost of petroleum products.
Based on those scenarios, that is what Congress will do. They are mostly a bunch of grand standing jack asses.
Yeah, until the flow is stopped and the well is plugged no one can come up with a reliable guess at to ultimate cost.
And the inevitable decade or more of lawsuits to follow.
...how about a class action suit from all of us seafood eaters? Having to pay more, or do without our GOM shrimp and oysters. We are damaged?
Inhumane denial of Gumbo!
Like it.
And now Robert Reich is calling for the government to put BPs US assets into temporary receivership.
What would they look like by the time they came out?
Thinking about it, there could be an upside for BP. Would the government debar a company the government is running?
Nope, I can't value that stock.
What a ludicrous idea. If you want to get paid off by BP for the damages you need BP's US arm to be a strong operating company with productive assets, not some crippled bankrupt debarred defunct or nationalized operation. This will let BP pay and pay by selling assets at market value (increasing all the time due to increasing oil scarcity), forking over its 8 billion in cash, issuing bonds against its extremely strong balance sheet and so on.
Ultimately this is why (aside from the fact the BP supplies the US military with all of its fuel) you will not see nationalization, debarment, receivership or any other such nonsense. BP is worth far more to the citizens of the Gulf as an going concern than a bunch of leases being sold at fire sale prices by some court appointed government agency.
Do you really honestly expect the brain dead masses to understand this??? The MSM has done their job too well, they want BP punished in the worst way you can imagine.
The OwlGores and Michael Moores are the pied pipers of our day. The torches and pitchforks are out and they are marching up that hill. Lynch mob mentality seems to be the rule now. Got to make them pay for what they did to, "our ocean."
That is our ocean, no need for quotes, and some people most certainly did something very negative to it while trying to make a buck, and possibly cutting corners in the attempt.
I have the feeling that if Michael Moore and Al Gore never existed, folks in the Gulf states might still be just a bit miffed at the toxic soup wrecking their livelihoods, ecology and possibly health.
The fact remains that every coin a boycott removes from BP's fingers is one less coin available for the cleanup. I want a robust cleanup of the Gulf of Mexico. Boycotting BP is counter productive. If they go broke, then they will have no more coins for the cleanup. That would leave it to the taxpayer. The taxpayer can vote not to pay for a robust cleanup.
This has nothing to do with Al Gore and Michael Moore. BP has to pay, so force feed them coins. Instead of boycotting BP, Americans should start switching their allegiance to BP. The cleanup of the Gulf would be robustly funded by whom? Americans? No, it's their gas money. They're going to spend it anyway. BP? Some of it, yes, but they would be joined in funding a robust clean up by ExxonMobil, Shell, Chevron, Hugo Chavez, some Princes, etc.. The coins that normally would be heading to their coffers would instead be flowing into the BP account where the clean-up checks will be drawn.
Once the Gulf of Mexico is cleaned up, do to BP what you want, but please, do not screw the Gulf of Mexico yet again because your outrage wants BP punished this immediate minute. There is plenty of time to punish BP.
BS !!
ANY additional "coin" will go to London and NOT to the clean-up.
BP is as cheap as they come, cutting corners EVERY chance that they get !
Their profits from crude oil production are more than enough to pay what can be cleaned up. Paying damages are what will hopefully bankrupt them.
Humanity would be better served with BP assets dispersed to the highest bidder anyway.
Alan
Er. BP are a publicly traded company, and as such shareholders in the company are all over the planet. I'd be surprised if >50% is held by UK-based institutions (but happy to be corrected, as always, if anyone knows different?) Anyway, "London" as a municipal authority doesn't play the stock market...
Alan, this will be held in court for forty years and the plaintiffs will be scrabbling for food. Hand full of beans and a loaf of bread as a settlement?
Exxon paid nearly nothing after thirty years in courts!
Remember the last 10% is worth far far more than the first 90%.
Speculation on Wall Street is that BP will sell it's Gulf holdings to other majors to avoid any effects of potential disbarment.
Not when they provide the U.S. Military with 80% of its fuel needs.
if you think BP has taken a hammering States side.....BP shares in london have taken a hammering like there's no tomorrow .... 1/3 of BP's market capitalization has been wiped off in the london stock exchange ...and BP's credit swaps on the 5 year have risen from 71 basis points to 176 basis points (essentially it is costing about the same to insure BP's debt right now as StatOil ) ..
i dunno how can BP stock be undervalued right now .... how can stock be valued right now when damages are not close to being certian....no certainity if the moratorium can stand as it is ....what new regulations MMS will mandate and how that will effect operational costs ....
surprising coming form NPR ...NPR usually is like UN ...mild on everything but the BBQ sauce
I don't follow BP. I wonder if they have been buying up their own shares like ExxonMobil has?
Exxon paid out around 3.8 billion in 1990 dollars when their annual profit was around 5 billion. Also, it is believed that Exxon was insured. It has been reported that BP is self-insured.
BP is defiantly self-insured..no question here
BP just like Exxon just like any large oil corporation will buy back shares when running excessive profits ...this helps with times when times are lean ....rmrb the oil business is highly cyclical ....old oil hands of the 80 know this all too real
Well, if this numbers is correct it seems like the BP man on the rig responsible to rush the well to completion to save some money and maximize profit for BP did a teriffic job.
I still think their total liability is 10 billion as per the Congressional actions post Exxon Valdez? It was 75 million. Most likely it will be the civil judgments that kill them. But twenty/ thirty years down the road waiting people will take the 100$ and feel lucky. Don't you love how Congress stands up for the little guy ha!
I saw it mentioned that it would take 4 days. Is that how long it will take to get the cap on? How long does it take to get the oil piped up to tankers after that? Or is it 4 days for both the cap and the oil re-direction to be done?
I think the kink is restricting the flow more than they think......after that cut, watch out!
I’m curious… is there enough pressure in that pipe to cause it to violently straighten after they sheer off the majority of the riser?
No, the velocity goes up. I believe the pipe is 1/2 wall. I still think the location of the drill pipe will be important.
I read the press release on BP's site this morning. They are going to use the top kill manifold and lines to hook up to the new LMRP to bring the leaking oil/gas to the surface. This should speed things up a bit, because its already there and just needs to be attached to the LMRP. They actually started all of this on saturday, so sometime Wednesday would be best case(roughly four days) for having the oil being collected by a surface vessel..........."if"........
Here's an excellent tech talk by Kent Wells posted yesterday on the use of the manifold as one of the three planned paths to capture oil until a RW succeeds, including one that can be quick released and restarted after a hurricane. The plain LMRP cap comes first - the other two begin implementation later this month.
http://bp.concerts.com/gom/kentwellstechupdatelong053110.htm
VERY EXCELLENT tech talk. Maybe this link should be posted up at the top at the bottom of the lead article? Does BP do these regularly? If so, it's pretty apparent that most talking heads on TV aren't spending 20 minutes to watch.
If Rick Sanchez of CNN watched this he wouldn't sound like such an idiot.
He's done a couple ... they're listed under "Response in Video" in the left hand column on Gulf of Mexico Response on the BP site.
It would be helpful if he did one on how the relief well is intended to work. He sure is a better spokesman for BP than Suttles, Hayward or Dudley.
The live video is showing cutting tools quite unlike those shown in the article above. Looks like a diamond blade circular saw to me. Wondering if anyone knows diameter of this saw?
They just succeeded in cutting one small pipe outside the riser, wondering if anyone knows what this particular pipe was/is for???
I believe the two smaller pipes are the choke and kill lines. They used the same circular saw to cut those away at the BOP yesterday. The wire saw is already installed over at the BOP - they will probably show it later when they start that cut. I think that the smaller lines were going to interfere with the shear and needed to be cut first.
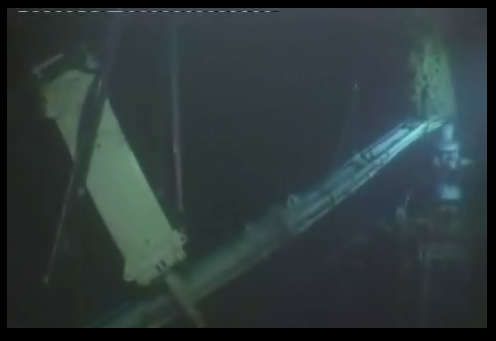
A few snapshots of what happened this morning:
Shears in place:

Cutting of smaller pipes:
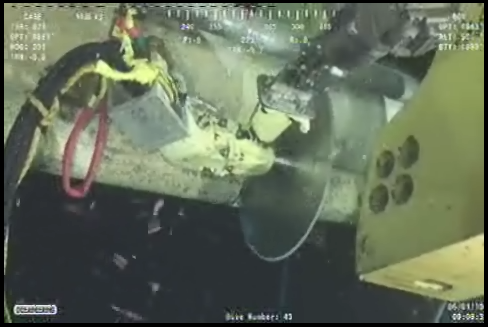
General view of shearing machine (BOP in the back)
Saw in place on top of the BOP:

Seeing that this will probably fail just like everything else BP has tried thus far (a bottom kill is probably the only thing thats going to stop this) And seeing that the coolest part about this whole disaster is watching these ROV's operating under a mile of water, can't we just wait out the completion of the relief wells and set up steel cage matches between these ROVs. Atleast we could be entertained while watching the Gulf become a dead zone.
As a technically oriented citizen..looking for reality between BP's "no problem" and other's "disaster for the entire region"...
I read the area of the Gulf is about 600,000 square miles and oil/dispersant is toxic at something like 100-300 parts per million. Do the math and we're only talking very roughly 10 cubic miles at this concentration. Thus, it seems completely false to claim major damage to the (entire) Gulf ecosystem. Oil on the coastal areas is a very different situation for sure. But this perspective seems completely lost from what I read about it all.
Don't misunderstand me though, I personally think this is an unacceptable accident, BP is negligent and this should not have happened if "things were right".
Makes me wonder too if dispursal isn't a great mitigation far from shore. Also, use of the word "clean-up" really bothers me. The only possible responses to **oil on the shore** offer mearly less severe damage. There will never be any "clean-up".
I disagree. Nature always cleans up. We may not be satisfied with the length of time she takes, or the changes in scenery she allows. What does she care?
In the meantime, mechanisms are needed to cause money to circulate in the Gulf region.
Make work schemes to remove some of the gunk is one such mechanism. It also might help save some plants and animals, which might make give nature a small boost when she is in the process of repopulating the oil-struck areas.
Soon though, the whole of the affected areas should be roped off. A no management area. No interference in nature's work.
My advice to people wanting to rush to the Gulf to help out is to stay where you are and work to stop the acidification and warming of the ocean. This is a bigger problem than the BP spill, and can probably only be overcome, at least partially, by increasing the disincentives to burn fossil fuels. Carbon tax, drilling/mining restrictions, corporate liability -- these are some ways to help the lifeforms, including us, dependent on the Gulf of Mexico and all the worlds oceans.
A four part series on the state of the world's oceans: Look for the title One Ocean. http://www.cbc.ca/video/#/Shows/The_Nature_of_Things/ID=1451865820
Extinction(s) and/or toxicity based in an eco-chain - assuming we're looking at that - doesn't/don't really get 'cleaned up' as it were, although I agree eventually the sight and smell of the oil and dispersants will subside.
Nature adapts. She creates a new steady state, and that becomes the new 'normal.' Species die out, others adapt and change (perhaps to new species, like Fred's deadly oil snake). Numbers adjust, predation settles down to sustainability and, welcome to the new world.
Of course, what happens in one locale will impact other systems as well, until the entire planet is altered. It is natural, though, and that's what counts. Isn't it?
I don't know if I would exactly call it a 'clean up,' though.
Best of luck for a clean new world.
Craig
I suppose we shouldn't be cluttering what is another excellent discussion of technical issues wrt to efforts to control the blowout. But...
I don't know if we're on the same wavelength. I am saying that as natural as our species' smartness is, we're not smart enough to 'direct' or 'manage' nature's adaptive process.
The best we can do is to stop digging ourselves into a deeper hole. So let's be glad that grownups are doing their best to staunch the spilling oil from the BP disaster. But let's not forget that ocean acidification, warming and expansion are even bigger threats to our well-being.
If you've got the time, and if you can access the video from your region, the One Ocean series is very informative. Of particular note is the way in which some fisheries in New Zealand's waters were reestablished. People were kept out. Nothing else was done. The result: abundance.
We're right on the same wavelength on this.
Just remember, here in Technocopia, progress is our most important problem.
Craig
Potentially wiping out entire fisheries, chains of species, encouraging bacterial and algal blooms, or killing off grasses that allow wetlands to exist/not erode (and create a barrier area that protects areas further inland)... this is neither natural nor normal. We're not talking about speciation or gradual adaptation here, we're talking about one day the fish larvae and wetlands roots systems can live and the next day maybe not so much.
The world's fisheries all already teetering as it is. There's a "peak protein" problem there that deserves (maybe has?) its own website(s) like this. Aside from an issue like whether or not manatees are just going to have to adapt to ingesting oil emulsion in one generation or become collateral damage in BP's avoidance of paying for some equipment and procedures they would be required to be using in other parts of the world, there's the little problem of humanity feeding itself. And the comparitively smaller (!!!) problems of wrecking the Gulf's economy, changing the way of life for hundreds of thousands of decent folk and rearranging Louisiana's coastline.
This is a human-created catastrophe and I don't think even top oceanographers have a handle on yet, but there's really nothing "circle of life" about this. On the human scale it's like the difference between the process of aging and getting run over by someone who was gabbing on their cell phone.
No argument that this is a man-made catastrophe. Leaving aside the questions about the naturalness of the greed and laziness that has led us to the deep water in search of low entropy, the question for me is whether humans are up to the task of managing the 'recovery' of the imperilled eco-systems. I see no evidence that we are. The best we can do is to keep ourselves contained elsewhere, while nature does the job.
While we're waiting, let's focus on ensuring that when everybody scurrying around the planet today is dead some accessible hydrocarbons are left for our progeny. And that our progeny will not be overwhelmed with the repercussions of acidified, warming and rising oceans.
I just don't want every concerned citizen focussed on getting the gunk scooped out of the Gulf and it's shores, while Exxon, Shell, BP, Peabody, etc are working non-stop to weaken the resolve of legislatures everywhere to impose tough new conditions on hydrocarbon extraction and to effect the necessary transition to an economy minimally dependent on hydrocarbons.
Bravo! Bravo! Well said my friend! Nature does the least damage. Oil has been here longer than we have. Light solvents are evaporated leaving heavier and heavier oil and tar. The ultimate cat cracker!
Water Jet vs Diamond Wire
I think if you look at the specific task you will find that water jet has little, if any chance of working, certainly in any time span measured in days or weeks.
1 - A water jet system works very well of flat plat or round pipelines where the distance from the jet to the material being cut can be precisely controlled. In this case the pipe may well be out of round, even a half inch of distortion or bent area could keep the jet from making a complete cut. There are numerous protrusions, standoffs, other pipes and even the bent over riser that make it difficult to install a guide and to allow room for the jet head to keep in continuous close contact with the metal. This alone probably eliminates the water jet system in this case. These problems also apply to most existing mechanical cutters.
2 – Water jets cannot cut something inside another pipe, like a drill pipe inside a riser. Leaving another major problem to solve.
3 – Delivery of the jet water supply must either be from the surface or from water near the riser. In the first case I would suggest calculating the losses from 1 mile of supply hose rated to over 20,000 psi and all the joints in that line. We used to have major problems just getting that kind of water pressure delivered to 500 or 600 feet for divers. Incidentally, the abrasive water jet used by divers to cut steel like the rebar in concrete pipe weight coating operate at lower pressures in the 20,000 to 30,000 psi range and use a larger volume of water. The water supply could be delivered through drill pipe as it is for cutting casing in a well but I think the only available drill pipe is tied up in supporting the LMRP overshot and to use that drill rig would probably set the project back a couple days.
If the water is supplied locally it will require a lot of horsepower. A pump package can be made up to hook to the ROV which supply up to 200 hydraulic horsepower. I think a bigger problem will be designing a system to filter the water going to the jets. Even a tiny amount of the debris floating in the water will quickly erode the jets rendering them useless, ie a 3 to 4 hour trip to the surface to change them out. While I’m sure such a filter system can be designed and fabricated I doubt that it is off the shelf and will take a lot of time to design build and test.
Supplying the abrasive is another problem. If supplied from the surface it is my experience that the weight of the slurry in the supply line in 5,000 feet of water will probably screw up the feed control system. So probably the abrasive would have to be supplied by the ROV which could certainly is feasible, but I don’t know if there is an off the shelf system to do that rated to 5,000 feet.
Water jets are slooooow in relation to diamond wire.
The diamond wire cutter is an off the shelf system that can be used at 5,000 feet. It is specifically designed to cut a variety of materials that may be deformed, under stress and of unknown configurations and dimensions. It has been proven thousands of times and was an instrumental tool in cutting up the over 100 offshore platforms that were sunk during Katrina and Rita. Those members were deformed and often under extreme stress.
There are problems that may affect the diamond wire cutter.
The cutting wire can bind up but because they are small diameter and due to their design they can cut 360 degrees around the wire they can usually cut their own way out of a bind as long as the wire does not stop. In this case it appears they will cut from the side opposite the hanging riser. After the riser is sheared all they have to do is lower the load a couple inches to allow the weight of the broken riser to open up the cut and help avoid binding.
Visibility will be impaired somewhat as soon as the wire cuts through the skin of the riser. That has no effect of the diamond wire saw but means the ROV will not be able to see the cut as well.
I believe the worst problem will come when they try to cut the drill pipe. At this point they can only assume the drill pipe is jammed solidly by the rams in the BOP on the bottom end and kinked inside the riser at the top end. If this is the case and the drill pipe does not move more than about an inch it should be able to cut it clean. If the drill pipe is not secure and drops it will probably break the wire and they will have to recover the saw, install another wire and try again. Considering the kink above and the rams below I think they have a reasonable chance of cutting it the first time, especially since the stress on the drill pipe is probably trying to open up the cut.
Shelburn:
1) It depends on the system, with an air shroud we have cut metal up to 12 inches from the jet, and some folks in Japan have cut 30 inches of reinforced concrete - it is a matter of the system you use.
2) No I have photos of several pipes inside one another and with concrete in between, cut from the center.
3) As I mentioned at the top Gulf first used abrasive water jets in drilling down to 15,000 ft nearly 40 years ago. With abrasive slurry the differential pressure across the nozzle need be only 5,000 psi, and the supply problems with abrasive - which is is the single fluid flow down to the nozzle - is not an issue. You are confusing abrasive waterjet cutting with abrasive slurry jetting and they are, to a degree, different animals.
I am not necessarily saying that it would be better here (the range with that back pressure is beyond what we have cut against, though we have drilled against higher back pressures than that) . I would agree with you on the problems with the wire, but as you say all they need to do is replace the wire (though that will take some time - wonder if they have a backup machine on site).
HO
1 - Have you considered the problems of having an "air shroud" at 5,000 feet? Either you have to have a shroud that completely and continuously seals against the material being cut or you have to have a continuous supply of air from the surface at about 3,000 psi to overcome friction losses and bottom pressure, and is capable of supply 150 cuft of air for every cubic foot of air lost at depth. That will probably be a massive amount of compressor capacity, hoses, etc.
2 - Do you have any pictures of pipes inside pipes that were jet cut when the inside pipes were surrounded by liquid fluid? Small air filled pipes embedded in concrete act much like a solid object. In this case you probably have a few inches of oil and super-critical gas between the inside of the riser wall and the drill pipe. Or pictures of fluid filled pipes bigger than a couple inches that were cut from one side?
3 - Abrasive water jetting is commonly used by divers but the pressures are usually about 20,000 psi. I don't know as much about ASJ so I won't dispute your claim that 5,000 psi might be enough pressure. I still think the problems of surface supply are real. A clogged or damaged jet is a 3 to 4 hour delay to fix it, any adjustment to flow rates, pressure, slurry inclusion, etc has to wait a considerable time before the change is seen at the jet so ideally all adjustments have to be made at the wellhead which means the slurry entrainment would need to be there.
I don't think the back pressure is nearly as much of a problem to overcome as all the logistical items. I think, with the exception of the problem of trying to cut the drill pipe, all these problems could be overcome with several months of R&D. Cutting the drill pipe would probably require cutting a window in the riser large enough to install a separate cutting jet system to cut the drill pipe.
Basically not a practical solution compared to an off the shelf system specifically designed for this kind of situation - deformed fluid filled members under high stress.
1) Yes I thought about the pressure, once had a 3,000 psi air compressor, never had the nerve to run it up to that pressure though. And the overall optimal air:water nozzle has not been developed for these conditions.
2) When we cut with water between the metal, we weren't using metal pipes but a top layer of metal then a gap and then either another layer of steel or a stepped metal plate that incrementally moved the cutting surface half an inch at a time away from the nozzle. It was done in a pressure tank under water so the results weren't that pictorially interesting - hence the pipes and concrete comment, which showed the cut better, but you're right it is harder to cut through steel water steel than steel concrete steel at depth.
3) Nozzles should last about 30 - 40 hours and the only problem is control of the abrasive size to make sure that none of it is going to bridge in the orifice. Abrasive can be suspended to ensure it is evenly distributed through the flow, and concentrations adjusted at the pressure injector. Then you are just controlling the flow and pressure through the pump. As Gulf showed, it can be done.
(And for a mischievous moment - perhaps it might work better than a certain metal shearer? - grin , actually if the machine were sized right, for this operation, probably not, but we'll never know.)
In drilling the relief wells, is there an intermediate solution where they can intercept the well at a lower depth? I would think that this option would at least enable the recovery of some of the oil and potentially increase the effectiveness of a top-kill, top-hat, junkshot, LMRP procedure to work. Even multiple smaller bores could be deployed; does such technology exist? Intercepting at a lower depth would also increase the probability of hitting the main well too. Is this not a feasible option due to the high pressures potentially leaking through the ground?
jed -- They have to intersect the blow out well at approximatelly the same depth as the producing formation. Otherwise the higher pressures in the reservoir will cause the shallower rocks to fracture and destroy the RW.
Hey!The RW wells haven't failed ... yet! I bet those fellers are working their tails off.Good luck and be safe all you rig hands! Also, the cutting of the riser is,basically,a salvage operation.I am sure they have some pretty darned good people addressing this phase.
Instead of some hard to handle cutting saw they should just use shape charges to cut the pipe just like demolition teams use shape charges to cut steel girders with.
Well, one isn't even being dug, so I'd call that a failure, meself.
I was thinking that too. How can they be holding up the second relief well? How can our government be letting them? I get that they wanted to pull the BOP and move it over to the spill area but are we to believe that there aren't any other available BOP's out there?
Please someone here correct me on this. Are they really talking about a relief well that will bore into the existing well hole diverting the existing oil flow from the original well or are they just drilling more bore holes into the existing oil reservoir-?
I think it’s the latter.
A relief well to bottom kill the damaged well.
http://www.upstreamonline.com/multimedia/archive/00031/Montara_well_repa...
The relief well, when/if successful, will intersect the blowing well and be used as a conduit to kill the flow.
See explanation of the process and a diagram of the two relief wells in relation to the original well at http://www.bp.com/genericarticle.do?categoryId=9033657&contentId=7061734
There are discussions of the process in earlier threads.
they are talking about boring into the existing hole to pump mud and cement in to kill the well.
Note the intersection depth is slightly above the reservoir.
May 30th relief well pic:
http://www.deepwaterhorizonresponse.com/go/doc/2931/575179/
why won't BP put the full sized graphic up on their site?
See at 11:23 in the May 31st video from Kent Wells re relief wells, "the ultimate way we'll kill this well":
http://bp.concerts.com/gom/kentwellstechupdatelong053110.htm
n.b. this image is big, and I cannot figure out how to make scroll bars around it.

Note by Gail: I fixed it so the whole image would show. (Added width="100%" tag.) Click for larger image.
Been scanning comments, this seems to be the most important one. Talked with an ex BP engineer today who said the relief well is something they can do. It seems amazing that they can actually intersect one well with another, but its been done before. They have 6000 ft (vertical depth) to go with MC 252#2. For all those living on the Gulf Coast - this can / hopefully will really work.
Also picked up in a comment that suspension of MC252#3 was temporary so that the drill ship could off load a spare BOP, and that drilling that well has recommenced - clearing up some confusion.
Also pick up a bit of BP bashing - sure some guys and the company have screwed up big time - but my take on all the failed top down effort is that BP has to be seen to be doing something / everything possible, and I think / hope they are - even though chances are very slim - while the relief wells drill.
And to Rockman - geologists will one day inherit The Earth - cus only we understand how it works.
That's just great Euan...we get to inherit it after BP screws it all up. There's goes our security deposit. Thanks bunches.
Rockman:
"we get to inherit it after BP screws it all up." But only you can save the Blue Bell factories!
After a few thousand years it will all be back to normal.
How about EDM. A servo keeps the distance constant and the arc would love the fluid.
You're not going to do EDM in salt water, ECM maybe but it'd be really slow.
With all the political theatre and watching our president live right now.. He disregards the most important statement.. “Let us pray”
Coast Guard Rear Adm. Mary Landry has been replaced...guess the government got tired of her parroting the lies coming out of the BP's b.s. machine.
http://www.deepwaterhorizonresponse.com/go/doc/2931/576995/
God's speed and good luck to the 8th District.
Important piece of explanatory analysis that relates to the problems in the GOM:
http://www.youtube.com/watch?v=8-QNAwUdHUQ
Oh thank you Blue Moon. That clarifies everything.
Looks like they just tried to clamp down on the pipe and then backed off .. what's producing the power for the shear, the HPU (~110hp) aboard the ROV or something else?
So. let us introduce explosives into this monumental task? With an already damaged BOP below it? Hmmm..... am not too sure about that.NO. I like the wire and cutoff saw procedure much more.
“So. let us introduce explosives into this monumental task?”
There is no oxygen down there to feed an explosion. A shape charge would just cut the pipe in two just like they cut steel girders in two. And the mechanics needed to cut the pipe would be minimal.
Most, if not all, explosives have their own oxidizers. (Think depth charge)
Ummm,
I'm not sure the shock wave and associated vibrations would be all that wise to introduce at this juncture. Unpredictable results at 5,284 ft. are not worth the day or two difference between shaped chg and diamond saw. Besides, diamond saw should be a relatively clean cut, whilst c4 style is jagged at best.
Another raw noobie/first time post here. I know it has been said before, but it is simply impossible to extend enough thanks to all of you long-time and sustaining posters, for your kindness, tolerance, and willingness to educate those of us who have come here from other industries, not even aware of the breadth of technical mastery that we don't (and can't possibly) have. I certainly have learned more in the last week than I thought possible, and I also will be opening my wallet to help a little bit. This is an absolutely invaluable resource.
Nothing concrete to add, no suggestions to make, other than to extend my thanks to all of you for your efforts. And, I suppose, to observe that the closing of the shear jaws around the riser bundle at 5000 feet down is fascinating beyond comprehension.
Kudos as well, and a vote of thanks to all the operators of the ROVs and the remote gear, who are without a doubt bringing their absolute professional best game to this disaster. I literally can't imagine the stress and pressure to perform perfectly that they must feel...
Why not simply rough cut the riser directly below the bend to eliminate the binding issues?
My guess? (Not an expert!) They have to cut it far enough from the BOP so that the falling pipe ("riser" for the purists) doesn't hit the BOP.
Underwater ops update: 1:02 PM EST - Source - live video
About 20 minutes ago the operators applied force to the riser with the sheer (the one that is there to cut the riser) but then this halted without making a cut. Not clear if they are waiting for something else to be ready or if the sheering is having problems.
A couple of minutes ago the sheer was re-opened and moved a short distance, and they appear to be trying to cut at this new position.
The way the observation ROV is being manoeuvred, someone is very interested in exactly what is (or isn't) happening with the sheer.
Worst-case is that the sheer is not capable of cutting the high-spec riser pipe.
Earlier today the ROVs were trying to cut one of the two auxiliary pipes that run along the riser, using a circular saw, but eventually they gave up.
underwater update 1:12 PM EST
The sheer has been opened again, and the observation ROV is looking in detail at the (failed) cut. Does not inspire confidence.
Since the sheer doesn’t eat away at the material the way a saw does, wouldn’t that mean the sheer is working against both the strength of the pipe and the pressure of whatever is in the pipe?
Update 1:30 EDT (thanks Blue Twilight - typical UK mistake)
The shear is probably not affected by the internal pressure, as this is probably only slightly higher than the external pressure.
Now they appear to be trying in a third location. Here is a picture of the dent after the second try (if I can get this to work), for those who missed it on the live feed
I think your time zone is EDT since your time marks are three hours ahead of mine in MST.
An earlier view shows this to be a BTI Services model (not sure which one) : link to their page :
http://www.btiservices.com/index.php?page=hose-reel-support
Based on the known diameter of the riser pipe, it looks like they're using the smallest one. I'm no metallurgist, but is 1500t of force enough to shear through 2x .875 steel?
What's happening to the big shear? I've seen it close on the riser package, close far enough to dent it, then open back up again. It appears to only have cutting teeth at the very end of the jaws, is it going to have to take multiple "nibbles" of the riser to cut it? If so, the the first grip seems like it was a mistake.
Not a scientist or an engineer but it appears as if they may be taking a few test bites right now ( for what reason, i don't know). Either that, or this giant shear is totally failing.
Are they cutting the smaller lines first?
I don't know what they're waiting on.
Just lowering and closing as I write this - another fit test?
But see the pictures:
http://genesisattachments.com/product_detail.aspx?ID=378
It can nibble at the end, but there are blades all across.
The end is because under these forces, the shear would tend to torque, so the "anvil" has two bars, eliminating the torque so the shears will hold nearly right angles to what is being sheared. Thus the end, to allow the blade to shear and continue all the way into the double bar anvil.
Thanks for the link. As with your usual comments, it was very helpful. It also gave me the only laugh I've had all day. (And I quote): "Genesis XP: The Mobile Shear You've Always Wanted. Unparalleled in design and quality, the XP shear from Genesis blurs the line between dream machine and reality."
It *is* the only Mobile Shear I've always wanted. :)
There's the problem - the Genesis XP must be an outdated shear. You'd think they'd have upgraded to the Genesis Vista or Genesis 7 by now.
Pruning hook was idiotic as a concept, and now it's obviously too small, not enough force to do anything except dent the riser. BP engineers get another F.
I repeat my earlier call to outsource this job, put it out to bid by McDermott or Fluor, or consortium of Shell, Exxon, etc. Fire these fools and seize BP's assets as surety.
Who told you that this companies are not already contributing?
Are you serious or just acting a fool?
Okay, let's review:
BP violates its own safety rules on casing and liner
BP lies to MMS, waffles on BOP testing
BP orders quick cheap cement, doesn't test it
BP ignores mud returns, orders bogus negative test
BP has no company man on the drill floor
BP denies blown well is leaking
BP lowballs leak rate
BP builds cofferdam that fails
BP pumps 30,000 bbls of mud with no result
BP injects junk with no result
BP tries to shear riser and dents it
Who is the fool? Me or BP chief of operations?
Doesn't matter who may have offered help. BP is driving the job, making all decisions as lease operator, paymaster and "responsible party." And keep in mind that BP rejected help from Dutch salvage experts.
They need to be fired. You could put Bunson Honeydew in charge and get better results. And I agree with Matt Simmons that there is a subsurface blowout that's migrating updip in a shallow horizon.
Your turn.
You.
Very persuasive. Well argued. Illuminating.
's got me convinced ;p
Long history of failure to prevent accidents. At least one felony conviction that I know of in the Texas Refinery Fire. Do we usually let convicted felons work on important projects that affect the life and livelihood of so many? Lots of fools in this farce that is turning into a tragedy. I agree someone other than BP should be calling the shots.
I'm going to stand by my first response.
I don't feel I am the one trying to show my a$$
Out of curiosity you are speaking from you many years of deepwater drilling experience?
or is it your years of deepwater wild well control experience?
Just curious about this.
This guy Simmons he is an experienced geologist as well?
If this well blew out because of a
'washout' (geological structural problem at the bottom
of the well ?) and
inadequate cementing and
testing of the cementing between the 7" and 9"
at the bottom,
then,
what is the state of the first well
that was abandoned by BP near the
present site?
Why was that one abandoned?
Was that one sealed with correct
cementing and testing of the cementing?
Or is there a surprise package down there?
Armchair opinion: The C&K lines are pretty stout. I believe they are being pressed into the riser rather than being cut. The riser deflects, (both plastic and elastic), using up a lot of the available force. Everything is deflecting rather than shearing. At some point the sandwich of pipe walls may meet the drill pipe. Cutting may or may not start at this point. My round 2 would be cutting off sections of the C&K lines then bring the shear back.
Watching BP's new video feed.
12:26 CDT The Shear applies force to the location on the riser that was dented from the previous attempt.
12:30 CDT Shears are still clamped around riser. No visible oil and gas erupting.
In theory, wouldn't it make sense to cut off the pipe behind the location of the hole that is spewing oil and then, using robots, position and weld a properly sized gate valve in the open position, then once that is established, close the gate valve and attach a flexible hose that terminates in the hold of an oil tanker and then...open the valve which will divert the oil into the hold of the ship? From my experience as a merchant marine, this should work.
I was going to ask how many years of experience you have in deepwater wild well control, but you seem to have already answered that question for me. Thanks...
I was going to ask how many years of experience you have in deepwater wild well control, but you seem to have already answered that question for me. Thanks...
Per Thad Allen at today's briefing .. work has resumed on the second relief well.
Is this what the kids refer to as an "Epic Fail"?
autonic
Is this what the kids refer to as an "Epic Fail"?
yup,
from the video so far today it's about to turn into epic flailing about for scapegoats.
Allen said that a second BOP, intended for possible use atop the failed BOP, was loaded on the drill ship being used for the 2nd RW before it left port. While the top kill operation was being attempted, drilling on the 2nd RW was paused and the drill ship relocated closer to the failed well, in position to lower the second BOP if the top kill had been successful. The BOP for the 2nd RW was never involved.
Good news. I don't think there will be anymore attempts to cap the well until the RW's are done.
Eventually they'll just put an oven hood (or operation sombrero) over the geyser, suck up some cloudy sea water, and call it a summer.
There was no mention of BOP on BOP in BP's latest video communication, so this sort of confirms that BOP on BOP is no longer in their plans.
But plans can change.
New to this site, but I've been trying to get a hold on new technology's in play with this offshore accident.
Can some one explain to me the actual make up (individual components) of the BOP stack, I guess the most of you call it the "LMRP"?
And in particular the riser being used, and what type of drill pipe?
I'm just curious whether the rig was using steel pipe or a newer composite pipe and what the size, length and specifications of the sections were?
Thanks,
Phil
I thought one of Heading Out's posts had a good overview, but I can't find it.
It would be worthwhile for new folks to read HO's posts over the last few weeks/months, feel free to skip the comments.
Also recommended are the "tech talks" - HO's usual weekly postings - click on "Tech Talk" on the table menu up top of the main page.
The BOP can mean either the whole stack, or more specifically, the ram units that stay attached to the wellhead.
The LMRP is a quick disconnect, two annular preventers, and a flex joint. If they need to run from a hurricane, they seal the well with the shear/blind ram, then disconnect and pull the riser and attached LMRP.
the BOP and LMRP are spec'd on the Transocean page:
http://www.deepwater.com/fw/main/Deepwater-Horizon-56C17.html?LayoutID=17
BOP 2 x Cameron Type TL 18¾in 15K double preventers; 1 x Cameron Type TL 18¾in 15K single preventer; 1 x Cameron DWHC 18¾in 15K wellhead connector
LMRP 2 x Cameron DL 18¾in 10K annular; 1 x Cameron HC 18¾in 10K connector
n.b. someone last night was saying the connectors they were using were different - but that was unconfirmed.
Then you can find detailed info at Cameron's page:
www.c-a-m.com
BOP:
DeepWater High Capacity connector (I think):
http://www.c-a-m.com/content/products/product_detail.cfm?pid=2809&bunit=DRL
Type TL rams:
http://www.c-a-m.com/content/products/product_detail.cfm?pid=2791&bunit=DRL
LMRP:
Annular:
http://www.c-a-m.com/content/products/product_detail.cfm?pid=2793&bunit=DRL
High Capacity collect connector:
http://www.c-a-m.com/content/products/product_detail.cfm?pid=2810&bunit=DRL
This testimony gives some pictures, more details:
http://energycommerce.house.gov/documents/20100527/BP.Presentation.pdf
page 7 has a good drawing, pg 37 some issues with the BOP, pg 40 an explanation of the BOP components.
ROV was at the surface, feed now gone?
The riser is also spec'd at Transocean's site - Vetco HMF-Classs H 21in OD riser:
http://www.geoilandgas.com/businesses/ge_oilandgas/en/prod_serv/systems/...
(vetcogray.com will still work, but redirects to GE's site).
Feel free to dig in there. Someone else posted a while back about the Drill Pipe size.
AFAIK, they're just using plain steel.
If they can capture this stuff,could we concievably use it for road oil and fix all these pot holes up here in Wyoming?
If this well blew out because of a
'washout' (geological structural problem at the bottom
of the well ?) and
inadequate cementing and
testing of the cementing between the 7" and 9"
at the bottom,
then,
what is the state of the first well
that was abandoned by BP near the
present site?
Why was that one abandoned?
Was that one sealed with correct
cementing and testing of the cementing?
Or is there a surprise package down there?
As far as I have been able to learn BP has drilled only one well into the BP Macondo prospect which is the one that is currently blown out. The two relief wells currently being drilled are not (at this time) targeted to enter the reservoir.
So, what abandoned well do you mean?
Are you referring to the drilling of the second relief well that was temporarily halted last week and resumed yesterday?
I think the question about the info on the 60 minuets program that stated Bp had drilled a previous well that was abandoned because of problems and capped.
I thought pot holes were the tourist attraction in WY.
Rockman... "After all your years on rigs I would have thought odd ideas wouldn't bother you too much. You must have at least dealt with enough geologists to immunize yourself against dumb comments."
A little crass don't you think - most of us (including us hardrock geologists) are here to learn, and to try and understand what's involved in dealing with this extremely difficult problem.
On the other hand, I don't doubt for a second that every effort possible is being put into trying to contain the blowout. Naivety aside, we all want to see this ended as quickly as possible.
Many thanks to the knowledgeable people on this forum for sharing their expertise.
1:47 EDT Update: The giant shears have been removed. It appears to have been a total failure.
Not clear to me at all how a semi-crushed pipe equates to a clean cut that can be fitted to anything, even if it had managed to get through the metal. It appears BP has brought the wrong tool to the job.
The operation that we have been watching for the last hour was an attempt to cut off the horizontal portion of the riser to remove its weight from the BOP. After that was sheared off, BP intended to do a precision cut on the riser between the kink and the BOP.
I do not understand how engineers could have failed to shear off the riser. Surely they know the strength of the shear and riser adequately to select the appropriate tool.
Snakehead,
The place where the riser bundle is to be sheared was never intended to accept a fitting. This was to take the strain of the porton of the riser extending to the sea floor of the LMRP where a diamond wire saw is to make a clean cut for the LMRP cap assembly to fit. Check BP's website for sime excellent graphics of this procedure.
Snakehead,
The place where the riser bundle is to be sheared was never intended to accept a fitting. This was to take the strain of the porton of the riser extending to the sea floor of the LMRP where a diamond wire saw is to make a clean cut for the LMRP cap assembly to fit. Check BP's website for sime excellent graphics of this procedure.
Rock is a very experienced wellsite geologist. It was self-deprecating humor.
And there is a pretty prevalent saying in the oil patch (by geos), "I'm just a dumb geologist".
"Rock is a very experienced wellsite geologist. It was self-deprecating humor."
I should have caught this... my apologies to Rockman!
No apologies needed Northland. After taking crap off of engineers for 35 years a geologist can't begin to dent my tough hide. And I do have a habit of not making my sarcasm clear so you're not the first to msiread me.
At least you are not a geophysicist!
Actually Dan I are a geophysicist too...just please don't tell my family...they think I sell drugs
Rockman
From an old, gray haired drilling engineer, you can work on my drilling team any time.
Well, I used to tell my mom it's just a geologist who can do math.
(Of course I got her to believe that asphalt was a rectal disease..but I loved her)
"Please don't tell my mother I work in the oil business! She thinks I'm a piano player in a whorehouse."
Blue Bell all around!
Mmmmmm Ice Cream.
Been selling it for few months here in South Florida.
I assume that's what you mean, but if not still...mmmm ice cream.
Sorry for the digression, but it is very very good ice cream.
Pete
Dupe 1
Dupe 2
northland -- Crass! Be glad leanan keeps a tight reign of my mouth otherwise I would show you crass. LOL. I actually have a card in my wallet that is a license to make fun of geologists as much as I chose. It was awarded to me on the my 35th anniversary as a petroleum geologist. IOW I can pick on geologists as much as I want..I are one.
Besides I'm one of the few on TOD that will make jokes or say bad things about geologists. Some folks here think they'll hurt my feelings if they do. They are very wrong. For instance I'm the only one here who periodically picks on westexas but he seldom takes the bait. It's a lonesome job but someone has to do it (tearful violin music softly plays in the background).
Rockman -- This isn't the first time I've opened my mouth and stuck in the proverbial foot! Not knowing anything about the folks who post regularly on the forum is my excuse... a weak one, but then, I'm a geologist!
Nice to meet you!
Rockman wave to Rockboy (formerly known as Northland). I do have seniority, after all.
12:37 CDT The ROV moves to the side of the shear that is away from the BOP as the shear continues applying force to the riser. No oil and gas are erupting from the riser. The shear released its grip and then reapplied it just before the ROV changed position.
12:40 CDT The ROV appears to be making a 360 degree inspection of the riser pinched by the shear.
12:42 CDT The ROV has returned to its original monitoring position near the BOP and slightly below the shear.
12:46 CDT The shear as opened again. Nothing visible erupting from the riser.
Did they just give up on the sheer?!?
Surely they would have built a mock up topside and attempted the cut!
IF there was a question of it's ability????
Or an absence in it's confidence???
“Surely they would have built a mock up topside and attempted the cut!”
If you were an intelligent person you would think so but they are jumping like frogs on a hot skillet instead of really thinking about what they do next. You would think that they had at least two options to go with on day one and both options already built and ready for action. What I see is them welding make shift contraptions as they go without any testing.
No kidding. I would have thought that as well.
I've sheared a few hard things in my life and the one part of that attempt that puzzled me was that I would have expected the riser section to center itself in both jaws if the shear actually had been stalled. That never seemed to happen; did they really run that thing to full pressure?
Dan
My assumption: When shear applied cutting force to riser, no movement was noted at flex joint, most likely due to ridged drill pipe set in BOP stack. Stresses applied to wellhead connector a major concern.
12:49 CDT The shear is being lifted off of the riser.
12:51 CDT The shear is being hoisted upward away from the riser.
Failure???
The ROV better get the Black & Decker out again :)
Maybe they need a better Dremel saw?
(As for the new BP PR people: possibly they can try marketing 'self-grilling shrimp': just line 'em up and light a match.)
Looks like the shear cannot cut the drill pipe probably because there is drill pipe inside.
So it just dents the riser.
with 3015 tons of shearing force at 5000 psi hydraulic pressure, I think it should work.
I'm suspicious of the rigging of the shear.
* it wasn't quite square/perpendicular with the riser
* the anvil was on top when they got it in position, so the riser would rise uncontrolled when being sheared.
Looks like the ROV is moving upwards at a sustained clip - need a tool/got to fix something/... ?
lots of possibilities:
* failure to cut
* hydraulic issues
* rigging of the shears
* rigging of the riser section
* waiting on the Discoverer Enterprise to rig up something related to the capture.
* an ROV problem
...
oh for a live blog from the BP control room...
Could it be as simple as 5,000 psi at surface and about 2,500 delta psi at shear/5,000 ft depth? Net 1,500 tons of shearing force. Need to plumb in a pressure intensifier/multiplier on the shear or place a larger diameter hydraulic cylinder on the shear.
About the shear and possible failure thereof:
I have said this before - be very careful of interpretation from an ROV video. The lens are very wide angle and the distortion is such that a 90 deg corner at the center of the picture can easily appear to be 120 degrees. Also the shears do not have to be perfectly at right angles.
I don't think the anvil position is very significant. When sheared the riser is either going to try to go down because the section on the seabed was helping hold it up, or it will try to go up as the weight of the the cut portion is released and it will probably also jump to one side or another. There is rigging to a crane on the surface that will keep it from dropping very far.
There are numerous reasons for hydraulic failure - kinked hose, stuck valve, non-operating valve, blocked non-return, etc. I highly expect it is something like that.
A rigging problem is possible but as the shears were in place unlikely. An ROV problem, unless directly related to the shear is unlikely as they would have just used another ROV, not removed the shear.
Some other posts suggest engineering errors in designing the hydraulics to be capable of shearing the riser. I seriously doubt that. The material properties of the riser, the drill pipe and all the other lines are known and hydraulics is not exactly rocket science. Any number of highly capable engineers will have checked, rechecked and reviewed the calculations and capable mechanics will have built the shear.
Mechanical failure somewhere in the hydraulic system is most likely.
"Mechanical failure somewhere in the hydraulic system is most likely." Where have I heard that before? It seems to be a BP specialty.
Problems with the Shear
I've said this before - be very careful about the interpretation of ROV videos, especially apparent distances, angles and colors. ROV video lens are very wide angle and a 90 deg corner in the center of the picture can appear to be 120 degrees or more. Besides, the shear does not have to be exactly at right angles to operate properly.
The position of the anvil is probably not significant. When the riser is sheared it will probably jump a bit to one side and either drop or possibly rise depending on the forces on it. It would seem BP is more concerned about it dropping as they have installed rigging to a crane on the surface to support it.
The rigging for the shear was probably OK as it was in position and an ROV problem would not have required removing the shears, just replacing the ROV.
By far the most likely is a simple hydraulic problem - a sticky valve (that worked perfectly on the surface), a blocked non-return, a kinked hose, etc.
Some other posts have suggested engineering failure to design the shear with enough force to cut the riser, drill pipe and other piping. Highly improbable - the mechanical values of the riser, drill pipe, and other obstruction are well known. This is not rocket science and unlike so much else with this well and the BOP there is no collection of unknown factors to guess at.
June 1, 2010 ~12:48:29 CDT The shear is lifted off the riser as a plume of debris drifts by (the time is when I received the video, not when it was recorded by the ROV)
June 1, 2010 ~12:48:38 CDT The shear is lifted off the riser after failing to cut through.
Video of shear being lifted off riser.
The video begins with the shear clamped on the riser. The shear begins to be lifted off the riser at 3m 20s into the video. The video ends with the shear fading into the plume of oil and gas gushing from the blown out well as it is hoisted away bearing the shame of failure.
Details of video:
Start time: June 1, 2010 12:44:39 CDT (when video stream was received, not when it was recorded by the ROV)
Duration: 7m 16s
File size: 2.6 MB
Dimensions: 480 x 320 pixels
Video Format: ASF
no audio
Location: near the sea floor at the blowout of the BP Macondo well, Gulf of Mexico
Availability: for a limited time.
Video captured from BP's live feed.
Some pictures from earlier today, to complement the ones posted by Sam Foucher above.
Oh what a sad view that was as the giant shear was removed and slowly lifted away (in shame?) as the oil and gas flow from the original leak began to overtake and cloud the entire camera view once again.
News
BN 10:29 EFFORTS TO END FLOW FROM WELL OVER, UNTIL RELIEF WELLS
BN 10:29 BP DECIDED NOT TO ATTACH 2ND BLOWOUT PREVENTER, ALLEN SAYS
BN 10:29 BP HAS RESUMED DRILLING SECOND RELIEF WELL, ALLEN SAYS
BN 10:29 NATIONAL INCIDENT COMMANDER ALLEN COMMENTS IN PRESS CALL
BN 10:29 ALLEN SEES `CONTAINMENT SCENARIO' UNTIL RELIEF WELLS DONE
according to Tyler Durden of zerohedge
http://www.zerohedge.com/article/another-bp-failure-bp-announces-decisio...
Note - its just the efforts to "plug" are over, this is old news --
allen said nothing about ceasing the current endeavor.
The bloomberg headline is "BP Effort Turns to Capturing Oil, No Plugging Before "
http://www.bloomberg.com/apps/news?pid=20601087&sid=aqM0PU2KWY58&pos=8
New poster...
great site and thanks to all the knowledgeable posters on here sharing their info.
Could the current shear failure be a possible reason why the shear rams did not work on the BOP? Could the drill pipe being used be overdesigned/over spec'd?
I have truthfully not researched it enough to see if the BOP shear rams were functioning and couldn't clamp the pipe or if they weren't functioning at all?
I know as a landside civil/structural engineer, I have over spec'd stuff without a second thought when cost wasn't a big factor.
transportguy .... "Could the current shear failure be a possible reason why the shear rams did not work on the BOP? Could the drill pipe being used be overdesigned/over spec'd?"
^^^ Thanks transportguy. I think that's an excellent question. Does anyone know the answer to this. Could this be the reason the original shear failed, because the pipe was over spec'd?
It looked like the top blade of the sheers made it half way through. Any screen caps of when the sheers came off?
In the absence of any technical success from this triceratops shear tool, I was interested by this comment:
-----
sonofsamphm1c on June 1, 2010 - 6:22pm
I don't follow BP. I wonder if they have been buying up their own shares like ExxonMobil has?
Exxon paid out around 3.8 billion in 1990 dollars when their annual profit was around 5 billion. Also, it is believed that Exxon was insured. It has been reported that BP is self-insured.
-----
Exxon ( I heard) were 50% covered by the insurance. Where has it been reported that BP is self-insured? With the stock market you never know what is real and what is speculatory BS - I (here in France) heard that BP were insured up to their nuts by AIG, which belongs 80% to the Fed. This was supposed to explain Obama's posturing (that I thought stemmed from his administration being attacked for crisis management). Can anyone clarify where the truth lies on this?
Thanks
Self-insurance came out in congressional testimony -- it is around 23:45 (it might also be elsewhere). http://www.c-spanvideo.org/program/293463-2
First hit searching for "BP spill insurance":
http://business.timesonline.co.uk/tol/business/industry_sectors/natural_...
"Also, it is believed that Exxon was insured. It has been reported that BP is self-insured."
At least some of the BP's liability is covered by Lloyd's of London. LOL and BP are getting ready to go to court to define who has to cover what. [According to The Times]
Interesting. Why then would they state (IReece was 100% right about the statement - thanks) that they have no insurance or re-insurance in place?
One day we'll know more I guess.
I haven't had an opportunity to go back and review the original testimony or the precise question that was asked at the hearing. If I am not mistaken, however, the question during the hearing may have only related to the cost of halting the flow, remediating, and perhaps paying "claims" brought against the Company by uninvolved third parties.
Perhaps Lloyds insured some part of the risk that was not included in those categories. What leaps to mind is that Lloyds may have insured, e.g., damage to the rig, or damage to Transocean employees, caused by the negligence or recklessness of BP. Seems to me that Tranocean would have required BP to carry *some* insurance indemnifying Transocean against such losses. I can't imagine that Transocean let BP bring its employees onto Tranocean's $560 million rig without some insurance.
Anyway, this is pure speculation (and again I haven't reviewed the testimony/question asked). But, it would explain how the answer provided at the hearing might have been accurate, while at the same time BP might have some insurance covereage. Will be interesting.
I seem to remember that Transocean's liability in the case of a spill was limited to fuel that they had in their tanks, and that's why Lloyds got a 'hold' put on BP trying to collect.
Hi Tollertwins,
That may be the case. It looks like the issue is the insurers are claiming that since the oil comes from BP's well under the surface, they can't be held liable. BP is named as an "additional insured" on Transoceans policy. Since the risk from a leaking well is many orders of magnitude higher than from any fluids on the drilling platform, I find it hard to believe that this is not clearly spelled out in the policy. BP is not likely to win this one.
Here is the best description I've found so far:
Transocean Excess Insurers Seek Declaratory Judgment that No Coverage for BP's Additional Insured Pollution Claims
Great website!
When the diamond saw is finished cutting the old riser off:
What will be the approx OD/ID of the stub left for the LMRP sealing grommet to stab on to?
The pipe just above the sealing cap assy, seen in PB's pics while being fabricated, appear much smaller ID than the original riser that is being cut off.
Anyone knowledgable as to the reason for not making it the same size as the original riser? --assuming it's not.
"What will be the approx OD/ID of the stub left?"
OD 533 mm, wall 28.6 mm
From the diagrams it looks like the grommet
fits around the flange below the stub, not
on the stub itself
There are two versions of the LMRP cap. One seals to the stub of riser pipe left after the diamond wire saw cut, the other seals to the flange.
Both caps are sitting on the seafloor.
It appears that the ROV is ascending.
Was there a drill tube on the inside of the riser. I watched most of the whole thing, but the shear just couldn't make it through the riser, even when in high speed mode. I was makin' bacon (For real, guys!), and when I came back, all I saw was water.
If the riser had a tool inside of it, wouldn't that have placed far too much strength in the assembly for the shear to cut through!
Yep - there is drill pipe inside the riser.
Disappointed by the performance of the shear tool - they are going to have to diamond cut the horizontal leg of the riser first, before attacking the next cut above the BOP.
Thank porker.
Never fails, does it. Walk away from the stupid computer for 5 minutes, and you miss something. Good grief! :)
Food for thought.
I have created some crude drawings on how I think they should plug this. I was going to post this a week ago but I believed they would have this plugged before presenting this idea but now seeing what they are doing I think my idea is better than the “Top Hat”
Below is an attachment to a six step solution. At least it is an idea to consider. Now after I have posted this six (6) slide show idea all you experts can chime in. Rational suggestions and comments welcome, name calling will be rejected.
http://albums.phanfare.com/isolated/g0vulMDu/1/4682842
Tooldtocare,
From what I understand,I really don't think the engineers are even attempting to shut in the well at this point; the analysis of the cause of the original failure suggests a comprimised casing, casing to casing anular interface, or casing/hole interface. Totally blocking the production may present an unacceptable risk of diverting the flow to the outside of the casing system and into the geologic strata, removing all possibility of containing the produced hydrocarbons until the a relief well and the bottom kill operations are completed. If not for this, attaching an apparatus to the top of the LMRP with functining valves to "shut it off" would be of little more difficulty than what they are attempting to do now. Without a way to circulate heavy mud down hole, to create a static head of pressure near the production zone, and the other complications associated with the huge pressure gradients, the formation of hydrates, and the limitations of working at -5000 feet; the next best hope is to attach a device that will maintain flow and facilitate collection of the produced hydrocarbons.
There have already been suggestions by some that the relavant formation may have failed somewhere near this well and that previously unreported hydrocarbon plumes are spouting into the Gulf already. Some have raised the question that since this is well#2 for this formation, what is going on with the first abandoned attempt and is it possible that #1 is the source for the most recently reported hydrocarbon plumes?
I don't know, I'm just saying that the answer may not be sealing off of the flow.
The crimping and shear of the riser will create backpressure. Cut with a saw.
ahahahahaahahaha.....just what i needed...
not trying to be douche here but what exactly are you trying to fix here with a ball valve...a toilet flush ?
i really needed that after 2 hrs of headbanging with a sand-pack design ......
i for one salute you
Personally I liked the 'gravel dump/kill' method.
Sending in the Thunderbirds for a complex operation to cap your leaky kitchen sink will just make the water come up in your front yard, or perhaps the neighbor's 10 houses down. It appears (to me) that is the real situation.
And your drawings were very well done, though they did lack the requisite Mr. Spock.
Dan
Step #6 - CLOSE Ball Valve first, then Cap.
Otherwise you'll be spraying oil all over your newly-poured concrete! ;^)
I think this has been answered before - please check your old posts
Just for starters your system requires close to 5,000 tons of concrete to have enough weight to overcome the internal pressure of the well.
As you show it that is a half sphere over 60 feet in diameter.
The Mississippi mud will not support the concrete, it is so soft the concrete will just disappear into it so you need a form to hold the concrete (and what holds the form?)
A solid block of concrete that size, especially tremied underwater, will probably break apart under its own weight so a massive construct of rebar would be needed to hold it together.
Many other problems, some were addressed previously.
Gee..another failure..wow what a big surprise...the dog and pony show continues...and it keeps sucking people right back in. I heard all i need to hear when i heard Chief BP Liar,Tony Hayward, say that the people down in Lousiana who are getting sick is probably from food poisoning...thats all i need to hear to tell me that anything this corporation is doing to stop this is not going to work. Time to start locking some of these people up, and tell the American people the truth about this disaster. The dog and pony show needs to end now.
.
mainer - man i been saying this is a dog and pony show from the start...
but i gotta admit that food poisoning comment by tony hayward was an grade A dog flip
Yes, ali...that was grade A....so is hayward saying the food BP is giving those fishermen was bad? so instead of BP burning their lungs out with the toxic crap they've been using as a dispersant, they are admitting to spoiled potato salad.....when do you suppose we will be hearing about the firing of the BP chef...and hayward coming out to use the firing as his way of showing the people of Lousiana that he is watching out for their health....and oh yeah, could someone please give him his life back soon. He doesnt seem to like the heat and humidity of the South.
does anyone here have experience with thermite? seems like a no brainer
On shore,shears such as this, when mounted on an excavator can chew up a lot of steel. This is a bit different I suspect.Super high tensile steel,hydraulic pressure problems,etc etc.Dont know for sure. it was worth a shot I guess.
A fe observations / and questions.
1. I noted that the BP technical briefing by Wells that they are going to use the top kill connectors to collect some of the oil. This was suggested and discussed in previous threads on this site.
2. I am a little puzzled about the need for a clean cut and the overshoot structure. I understand why the cut surface needs to be clean if you are going to mate it vertically with the grommet system in the LMRP. But this seems like a tricky bit of cutting, machining, and then sealing. Why not cut, and not worry about how clean the cut is, and use the 2nd containment system, that appears to be designed to go over the cut end, and presumably have a lateral seal? Seems like this would be faster, and mechanically simpler, and you are doing a "side seal" slightly below where the oil comes up. Your starting horizontal pressure would be bottom sea hydrostat - 2200 ps or so, and since the first oil coming out of the leak has a mostly vertical drive, the seal might be an easier one to make with some sort of super elasto-polymer o-ring that could be hydraulically pumped up.
Bigtuna
A clean cut reduces the chances of damaging the seal when going pass the cut, whichever method is used. If you've got an orange peel looking cut it can easily damage the seal and limit options.
I wonder what MacDermott and Flour would do here. Heck, lets get Bechtel, Babcock&Willcox and Kiewit involved as well!
ToysAreUs could come up with better ideas than BP is coming up with !!!
HO:
Some questions:
In re. wire saw
1) the diamond wire saw. the picture shows a 'wire' that appears to be assembled out of a large number of cylinders, each about twice as long as its diameter. What is the approximate diameter (ignore uncertainty of diamond chunks poking out)?
2) is the 'wire' actually assembled out of short cylinders? Like chain-saw chain?
In re. abrasive jet saw
3) What is the flow rate of the liquid in the jet? i.e. gallons per minute or
whatever other volume / time units are convenient. (Not the industrial, but the underwater variety that use 5 - 10,000 psi)
I can see an advantage to abrasive jet saw in this application. I think there is some uncertainty about the location and condition of the drill pipe that is inside the riser. Using a jet saw, they could cut three or more ports in a ring around the riser giving a view of the drill pipe before the riser is fully severed. But if they don't have a jet saw already on site and the nearest one is at an airport that is closed in by volcanic ash ...
Thanks for very informative post.
Pretty hard to see through those windows with a bunch of oil and gas pouring out with at least 400 psi (maybe more, maybe much more) behind it.
It's time, in fact it's beyond time, for the shut-down fix. Many here, in fact even the writer of the book on the best ideas, have it wrong. The sinking flotilla with a mighty battleship at the center, such battleship with a giant screw welded to it's hull going down with guns blazing to drive the screw into the troublesome well is a single idea. It is the the battleship and giant screw wedded together. A perfect union you could say.
The BOP-top wire cutting ROV seems still to be in a holding position near the top of the BOP. It may be possible for them to decide to cut the riser off the BOP without an adjacent shear of the riser - I can imaging that there is enough flexibility to lift the riser off the BOP and to put it to one side - less elegant but maybe just as functional.
BP Plc has given up trying to plug its leaking well in the Gulf of Mexico any sooner than August, laying out a series of steps to pipe the oil to the surface and ship it ashore for refining...
http://preview.bloomberg.com/news/2010-06-01/bp-effort-turns-to-capturin...
So I'm looking at a video of an ROV monitoring the end of the riser pipe, same view as we had weeks ago. But at the time, I saw an obvious two-phase flow, with white gas coming out on top of black oil. Now I only see oil emerging.
Is it possible that the well has exhausted a small "gas cap" in the reservoir, and now is producing mostly oil? If so, is it time to try the good ol' containment dome again, and hope that this time it won't fill up with clathrates?
Don't think so, there is still a lot of gas in the flow. You can see it coming out of the loose pipe end at the top of the right flow and see it's affect higher up.
Just to give you some idea of what I'm talking about:
Riser plume, May 12


Riser plume, June 1
I'm sure changes in the leakage out the top of the BOP are partly responsible, but there seems to be a *LOT* less gas compared to three weeks ago.
It's even more noticeable if you watch it on video. (here's a link to the May 12 video.)
I've been watching this. I think the well's flow has lessened.
You need to look at both leaks and consider that the gas/oil ratio has also changed.
Just saw a report that the Coast Guard has called off operations and will wait for the relief well
By Jim Polson
June 1 (Bloomberg) -- BP Plc has decided not to attach a second blowout preventer on its leaking well in the Gulf of Mexico and efforts to end the flow are over until the relief wells are finished, according to the U.S. Coast Guard’s Thad Allen, who spoke at a press conference today.
Last Updated: June 1, 2010 13:41
Ending efforts to end the flow is not the same as ending efforts to capture some of the flow. The announcement does not indicate whether the LMRP attempt has been canceled.
http://preview.bloomberg.com/news/2010-06-01/efforts-to-end-oil-flow-fro...
Obviously they are still doing things down there so does this simply mean they will use the lmrp and try to collect as much oil as they can and just abandon the BOP attempt or does this indicate a greater retreat? That paragraph above is all there is to that news story.
Its just that they are not going to try to plug it w/ a 2nd BOP - the LMRP is still on the program.
In his press conference June 01, Thad Allen indicated they may have some concerns with increasing pressure in the hole (and the risk of opening up leaks in the sea floor). He said they are no longer trying to cap the well (such as with a second BOP), but are focused on containment.
The shear and diamond cut processes are described above. After the second cut is made, they are looking to two options. A "top cap" (which has a rubber gasket and a tighter seal), or a "top hat" (which will continue to allow some oil to leak into the surrounding environment). He anticipates up to 20% increased flow from the riser pipe once it is cut away. Allen seemed far more concerned with what was going to happen on the surface if these operations were successful. With hurricane season approaching, they have to come up with a semi-permanent or stable solution for collecting the oil and flaring the gas on the surface. He said they are looking to bring in a production rig for this purpose.
I wonder if there are already leaks in the sea floor. Is anyone looking?
I read that drilling on the 2nd relief well was halted because they wanted its BOP to be available for a possible attempt to cap the original well. What I don't understand is, are there so few BOP's around that they only had the two for the relief well? Was it impossible to get their hands on a third so the second relief well didn't have to be halted? Or were they just being cheap.
Thad Allen was asked this question in a press conference today. He said they are a giant piece of equipment and moving them is the issue. Few ships (he was suggesting) could handle equipment that size. The two for the relief wells were brought in from shore on drilling rigs.
Which begs a question … why couldn't they bring in a third on a drilling rig? Allen indicated that both relief wells were back to drilling.
As usual the fog of war on the spill. If they have abandoned this operation, why can we see the top-cutting ROV back in action?
As usual, mixed messages.
But even that is not particularly clear, or am I misunderstanding the need for "drilling" with the Lower Marine Riser Package? As in, there is none?
Stop trying stop flow does not equal stopping all relief operations. Just that they aren't going to try to top kill anymore, and have apparently decided not to try stopping flow w/ a second BOP.
Efforts will continue to capture as much oil as possible (LRMP 'hat').
You don't drill w/ an LRMP...you drill with a drillship, semi-sub, jack-up, or other drilling rig.
What started today were operations on the LRMP.....
Just a writer who doesn't understand what's going on
tooldtocare: Perhaps. one thing ToysRUs could do is provide some pretty cool stuff for all the ROV operator's children here.Point is not lost on me.Its a very frustrating thing going there.A hell of a thing.
idle thoughts on problems in hitting the target with RW from the perspective or RW directional approach (had posted this earlier yesterday evening time, but forgot to include some stuff)
1- like i'd said ....current technology's theoretical limits can hit a 10ft radius ball with a confidence interval of 90%...this limit applies on RW with with a grain of salt since expected interception is 18000 rkb ....but really depth can be +- 50 ft on depth ...the problem here is azimuth of RW (think 3d geographical grid) ....so essentially the target for the RW is not a circle but a rectangle (in cross sectional view of leaking well when looked at from right or left) of approx 75' (length) x 3' (width)
2- now there are two options to establish pressure communication b/w RW and LW (leaking well)...(1) mill into the LK csg or run a hot tap (pull along LK and run a perf gun)....high pressures will likely preclude a hot tap and most likely it will be the milling option
3- for milling we have to hit the LK with our milling bit and hit in a way so that atleast 25-30% of the cross-sectional on the LK makes a connection with the milling bit ...to be able to mill and expose sufficient portion of the LK to pump the kill pill..this means the target is really a rectangle (cross-sectional view) of approx 75' X 2.5'
4- the Mississippi delta is a known have a high iron content in the formation...this will screw up the gyroscopes and the accelerometers a bit....small errors on the instantaneous will add up over 18000'....
5- accuracy will be increased in the last 3/4 joints of the DP using wellspot RGR (radial gradient ranging) in combination with PMR (passive magnetic ranging) ....this will get a good lock on the target zone and time drilling will be used ....(the driller will need sufficient supplies of Gatorade, Copenhagen/skoal/husky or whatever dip he prefers but fine cut and complete concentration here)
6- approach angle considerations ....this will have to be higher than 110 degrees and less than 165 (clockwise from true vertical) to minimize bit walking and give maximum chance for milling bit to bite, at point of contact with casing
so i've been busy with work.....are both releif wells headed south now ? i would imagine both would be now
As I posted days ago, I really doubt there will be any need to mill the 7" casing to kill the well. The flow is going up the anuulus between the wellbore and the 7" casing and then into the 7" x 9-5/8" annulus. The RW only needs to establish communication with the flowing wellbore. This isn't nearly as difficult as milling into the casing, because the drawdown in the wellbore will be detectible on the RW's pore pressure calculations and, as others who have drilled relief wells have commented, most of the time you'll lose returns once communications get established.
In fact, it would be a bad thing if you milled into the 7", because then the kill mud would flow up the production string while the oil/gas continued to flow up the annulus, and it wouldn't kill the flow.
Once the well is killed and if upon reentry it's found that the casing is collapsed below the wellhead seal and a rig can't get through it to cement off the production string, then it might be desireable to mill into the 7" to pump cement and seal it off in the inside.
yeah well..the only way to establish for sure pressure communication is established is to lose returns....but required flow rates will be hard to establish for what needs to be done
i think milling might be the only option here bad as it sounds....i agree with waht you're saying but the speed with which seceratary Wu (along with his super brainy team of ppl) has stepped in everytime you feel like BP is trying to put the boot heel on this wells throat ......to me this shows they have some very very serious doubts on the casing integrity and they suspect its near the wellhead....
combine this with: what we have here a DrillQuip wellhead which has a little recess in a corner only a few cm above where the seal lands....so even a few cm upwards mvmt screws the sealing capability of of the seal ....which has most likely happened and the annular pressure from the O&G has unseated the casing hangers and you can bet your first born BP didnot use lockdown rings since it isnt mandated by MMS (its mandated after the spill now)....
thats just way to many loose ends on a beast like this.......this thing will need to be killed bottomhole at the 7"....
maybe they can pull along side with the first RW....perf and establish comms and do the do and then tap into the 7" w/ the second RW......i aint never heard of anything like this but then most things with this well are new.....
Correct - no lockdown on the production casing....
And now the gummin't has brought in a movie director (James Cameron) to a brainstorming session 'cuz he knows lots about ROV's.
(i don't know whether to laugh or cry...).
If I were the government I'd bring him in too. This video will be used to wring every appropriate penny out of BP when the time comes, so having somebody around who understands filming underwater as well as James Cameron does is not such a bad idea.
best hopes for driving the Sky People offplanet.
This is a joke isn't it.
No joke
Titanic director Cameron joins effort to plug Gulf
The X-Arco in my family says hi.
Wire-cutter ROV clearly at work on the BOP. It's very clear on the video
Where is this feed from? The feed I get is the one from the riser lying on the ocean floor leaking oil.
I don't know how to embed a link (couldn't see it in the FAQ so here it is in plain text:
http://edition.cnn.com/video/flashLive/live.html?stream=stream2&hpt=T1
but it has just been switched to another ROV
The CNN feed at http://edition.cnn.com/video/flashLive/live.html?stream=/3 occasionally jerks around and reveals that it's actually coming from a camera pointed at one small subframe of a much larger display. (Occasionally some sort of Apple Mac dialog box pops up, looks like one feed or the other disconnects and someone has to manually restart it.) The "meta-display" looks like two rows of four video feeds each; a caption at the top said "Oceaneering Video Portal" Ahhh for a webified version of that, but presumably that's inside Oceaneering ops and handed off to CNN in that crude-but-working-hack format.
I've finally got a working direct-from-BP feed going in Totem and the video quality is *much* better, and that's the one that was showing the far end of the riser.
(EDIT: screenshot puts it better than I can:
I know the diamond saw unit is there but I don't think it's cutting yet. The plan was to cut the riser, take off that weight and pressure on the bop, and then attend to the bop - planned for later this week. Given that the riser cutting has been abandoned for now - or so it seems - I doubt they will be jumping straight in to cutting the bop.
The wire cutter was in place this morning. It is not clear whether the wire is cutting, and won't be until the scene disappears in a cloud of oil and gas as the wire first penetrates the riser wall. They may wait until the shearer returns and lops off the end of the riser before they start this. Having it in place means that the operation can progress as soon as the riser is shortened.
Since the shears are so good at crushing the riser instead of cutting it, why can't they just use them (or something like them) to smash closed the riser just above the BOP. (in the foot or so before it kinks over)
Wouldn't that greatly reduce the flow out of the well?
It looks to me as though the only "sharp teeth" on those shears are the dark transverse "inserts" at its end (which look kind of like "buck teeth"). If that's really the case, then all I see this tool capable of doing is "nibbling" at the riser tube. Perhaps they used the tool earlier to crush the riser tube flat, so they could then start "nibbling" from one side of the flattened portion. Could that be their intention?
It works like a pair of kid's safety scissors. No really sharp edges, it's a shear, not a slicer.
Well, it may be a "shear" in name, but it doesn't seem to be one in fact, at least not in this application. So maybe we should forget "shearing" and think about "nibbling". It appears to me that this device, having flattened a section of the riser to some degree, might now be able to make further progress by "nibbling" through it, starting on one side and proceeding across the flattened tube toward the other. Obviously, it's going to run into more trouble in the middle, when it encounters the drill pipe. But, let's take one step a time. Whaddaya think?
My take on this.... not an expert opinion, but I've been sitting in front of this PC learning stuff for weeks now....
1) The monster shears really looked like a crushing device with nibbling jaws on the end - but the link upthread seems to indicate that the Genesis XP unit has interchangeable blade configurations
2) We can see the ROVs in the last 45 mins have been chopping away sections of choke and kill lines attached to the main riser
....so I'm guessing that they are making a clear section of riser, and the shears have been pulled up to the surface to change blades. Next time it goes down, they'll be chopping straight into the riser and using no-nonsense sharp edges..... at least I hope so.
Hollywood scriptwriter - "I've got a great sci-fi action-movie idea - a team of giant robots is a mile under the sea, using 50-ton-shears and diamond-tipped circular saws, on a mission to save the Gulf of Mexico!"
Hollywood exec "Nah, don't be ridiculous - that's too far fetched....."
Regards Chris
Have you ever expereinced water hammer in your pipes at home ?
There is a 2 ft2 cross section of oil (with dissolved gas) coming up a 13,000' pipe at some speed. LOTS of inertia. Suddenly close it and the weakened BOP may pop off like the cork from a sparkling wine bottle.
Alan
We worry about the same things, Alan. Maybe after all is said and done, we can share a bottle of bubbly in that famous ghost town, New Orleans.
Someone needs to pen a story about the ghosts of oil, past and present. Like maybe they visit the top execs of Exxon, BP and Shell, who later see the light and decide to goose the GOM?
We live in strange times... The best of times (at the peak of the age of oil) and the worst of times... AGW, DW drilling, etc. All the corporatists want is profits, no matter the damages they cause. Losses? The go to the nearest center of population... New Orleans today, Houston tomorrow, Punta Gorda on Friday. No matter, those are socialized. The gains go to the executives who do the most to perpetuate the myth that BAU is sustainable.
IMO, if they succeed in cutting the crimp off, that will allow the flow to increase to the extent that there is no way to place the top hat on it. Or a new BOP. Or anything else. Then we will be treated to the sight of 55,000 or so BPD gushing into the GOM until August at best, next April at worst.
It is obvious that no one knows what to do. The crime is that this was so predictable and no preparations were even considered. The corporate executives should all go to jail!!!
Courage.
Craig
And to add to Alan's concern remember the pressure estimates offered are FTP (flowing tubing pressure). If you completely stop the flow the BOP and every other component in the system will be subject to a higher SIP (shut in pressure). It's not uncommon to have a well with a FTP of 5,000 psi also have a SIP of 12,000 psi when you close the valve. I would think this factor has been a major concern for BP with regards to shuting in the flow and what the system could handle from a max pressure standpoint.
Remember also that BP did not install lockrings to hold down the BOP to the pipe underneath.
MMS did not require this till about 3 weeks ago (required in other nations). I wonder why the sudden attention to detail at MMS ?
Alan
any comment on the wsj piece stating casing failure 1,000' below the bop? how does that impact the chances for success of the kill wells? if the article is accurate, and the breach occurred 4/20 then haven't we been watching puppet rov theatre for the last 2 weeks? no way a top kill can be effective if there is a casing breach below, right?
http://online.wsj.com/article/SB1000142405274870487560457528013357716426...
BP Cites Broken Disk in 'Top Kill' Failure
"BP PLC has concluded that its "top-kill" attempt last week to seal its broken well in the Gulf of Mexico may have failed due to a ruptured disk inside the well about 1,000 feet below the ocean floor.
The disk, part of the subsea safety infrastructure, may have ruptured during the surge of oil and gas up the well on April 20 that led to the explosion aboard the Deepwater Horizon rig,
"Depend upon it, sir, when a man knows he is to be hanged in a fortnight, it concentrates his mind wonderfully." Samuel Johnson as reported by Boswell.
Can anyone help with the ID of the second LMRP I saw last night?
I didn't imagine it. There were 2 side by side . The first one looked just like the diagrams apart from ladder-like attachments on the side and was labelled "TH5-LMRP"
The second was further from the camera and almost identical but the bottom cylinder was all in one bit, rather than 2 cylinders with a gap in it.
Any ideas? I asked yesterday but didn't see any guesses.
more info about the LMRP Caps in the May 31 Kent Wells video about 3:06:
http://bp.concerts.com/gom/kentwellstechupdatelong053110.htm
n.b. the LMRP is the assembly at the end of the riser, consisting of quick release connectors, two annular blow out preventers, and some control stuff.
the "LMRP cap" is attached below it to sit on the LMRP on the BOP, once the broken riser is cut off.
New videos on the video page as of a short time ago have more details:
http://www.bp.com/sectiongenericarticle.do?categoryId=9033572&contentId=...
NO drilling thru this hole STOP NO stopping flow of crude oil out of hole. STOP Effort in drilling kill wells is ongoing.STOP Focus of effort will be containment and capture of oil coming from well.STOP that.s it in a nutshell folks.
To the BP guys who read this website:
Guys, get a good documentary producer and get him to make a movie with all the best footage of the ROVs at work. You can tell from the comments here that they are the only heroes in this story. Plus of course enough footage of the burning drill rig, the plumes, the slicks, the top hats and RIT and animated graphics etc to give a reasonably balanced picture of what happened.
People like me without broadband, and people who don't have the time to watch the live feed, would flock to a good documentary like this. You might make some money to offset the cost of the spill. And get your version of events on record before Michael Moore rips you to shreds, as he assuredly will do.
Release the movie as soon as the well is under control, dedicated to the eleven guys who died, of course.
(Suggested with no hope that BP will actually do it, since they have proved to be totally inept at PR.)
X2--and I'd pay to see it. No matter what the politics are or the corporate responsibilities--the technology is stupendous.
They should hire a good director to be picking the shots live. The little yellow dudes' heroics are gripping and could buy BVP some good will but the shot selection and the hours of looking at nothing have been lame.
Nasty weather headed toward the Horizon site. Convergence models track to Tampa as possible TS. Everyone knows the Gulf is simmering.
http://www.wunderground.com/tropical/tracking/at201091_model.html#a_topad
SHOWERS AND THUNDERSTORMS CONTINUE IN THE NORTHWESTERN CARIBBEAN
SEA EAST OF THE YUCATAN PENINSULA IN ASSOCIATION WITH THE REMNANTS
OF PACIFIC TROPICAL STORM AGATHA. UPPER-LEVEL WINDS...PARTICULARLY
TO THE NORTH OF THE SYSTEM IN THE GULF OF MEXICO...ARE NOT
CONDUCIVE FOR DEVELOPMENT AND THERE IS A LOW CHANCE...10
PERCENT...OF THIS SYSTEM BECOMING A TROPICAL CYCLONE DURING THE
NEXT 48 HOURS. THIS SYSTEM IS EXPECTED TO MOVE LITTLE OVER THE
NEXT DAY OR SO.
You know, I'm all for the government spending less money, but really - we should get NOAA some keyboards that have lower case characters on them. At least for the bloke who types the releases.
NOAA's keyboards are fine and can type in lowercase. It's the World Meteorological Organization (WMO) that dictates that weather bulletins/message shall be typed in all CAPS with line width limit of 69 characters. The reason? To make sure teletypes can print the messages!
The WMO needs to be dragged, kicking and screaming, into the 1980's!
What impact will the depression have on loop currents?
Circular saw in the hizzie again...
Two circular saws in the hizzie now. Really great footage of robot one going at it while ROV number two swoops in from the distance and whips out it's saw, they're tag teaming a choke or kill line right now, someones in a hurry. My guess is they're stripping of this hardware to strap up another one of those diamond saw units to finish of what the tyrano-shear failed so misraebly at.
I really want that ROV operators job, this looks like alot of fun right now, in a nailbiting kind of way.
actually, didn't you realize that the rov operators are a couple of teens at their basement computers who've hacked into bp's system?
I don't know why exactly, but watching the ROVs with their circular saws, I was suddenly reminded of a 1972 eco-themed SciFi Bruce Dern movie, "Silent Running", and the small repair robots on the ship, which he nicknamed, "Huey", "Duey" and "Louie". I haven't seen it on TV in quite a few years, but saw it in the theater when I was 15.
Holds up pretty well, except for the Joan Baez score, which is unfortunately pretty dated.
Baez is never dated! But poor Bruce. Never did reach his potential.
(O/T): Robots with circular saws reminded me of something a bit less, uh, floral and idyllic...
http://en.wikipedia.org/wiki/Hardware_%281990_film%29 ,
http://www.imdb.com/title/tt0099740/
The killer war-droid doesn't start dicing people with it's power saw until the third reel. Let's see... ah here we go: http://www.youtube.com/watch?v=XdZ12dRT298&NR=1#t=8m0s
Ok as terrible as all of this is, the current live view of these two rov's teaming up on this riser with these saws is awesome stuff from a enginerd perspective. Watching the other one work is Matrix-esque creepy/cool.
It's amazing watching the ROVs using those saws. Had to imagine using a saw with no tactile or acoustic feedback!
Yes, absolutely. Had the same thought watching ROV tighten the saw nut the other day. makes you realize just how huge a sense of touch is.
I'm a bit surprised that the ROVs don't have tool handling systems broadly similar to the tool changers on CNC machines. Watching them try to move those saws from one hand to the other is way to exciting...although I must say I haven't seen anyone drop anything.
in an ideal world they'd have ROVs designed for this mess (hell, in an ideal world this wouldnt have happened) but the thing is all the tech we're seeing here is scraped together last second-like. i'm actually surprised they were able to get as many ROVs as they did and that so far they have operated flawlessly without mechanical failure. many times these high tech machines are temperamental, especially when these things have seen as much action as they have in the last few weeks, not to mention- straight crude oil with methane in it cant be good for the seals on these things.
Seriously can't believe they didn't do a dry run on the shears first.
Unbelievable shit engineering to be honest if that is the case.
However, they may be afraid of a pressure spike downstream if the shears go too slowly, which begs the question- WTF didn't they crimp the pipe during the top kill and got some free back pressure?
?
Someone was speculating that they did not want to put any more pressures on top of the BOP for fear that they would further blow out the leaks in the kink as the reason they did not block the riser further out. But then, why try the shear operation since even if it is successful it will occlude the riser at least during the shearing operation and cause this back pressure?
That's a good freaking question. I was just wondering why we were so convinced we could shear through the riser when the BOP has been trying to shear through the DP for almost a month now. Oh wait, it's broken.
This ROV ballet with diamond blade saws is awesome to watch. The video gamer in me thinks it would be kinda fun to try--too bad there some kind of magic code you can type in to cheat and make this whole thing go away. I'm thinking up,up,down,down,B,A,B,A start should do the trick.... :(
you can almost tell apart the diff operators - this guy 3:48pm CDT can move the saw ever so gently, the fellow this am was having a hard time moving smoothly
There really should be credits at the end
of this show. If the people who make
the coffee for the crew get a mention
at the end of a movie, the saw operators
surly deserve their names up there.
keep in mind there are likely other circumstances too, the last dude may have been working the ROV for several hours straight and with the level of adrenaline (plus caffeine and or nicotine) in his blood its not surprising that the operators may not always be graceful ;)
So what's the prognosis for the east coast I live in Massachusetts will the oil find it's way up here through the loop current and ruin our fisheries? Even if they luck out and are able to pull off a relief well cement the quantity of oil released will be unstoppable...
I'm definitely not a conspiracy nut. Logic tells me that sets of projections are being made not only for oil flow but also for chemical rain impact. I'm dubious that the public will be well informed in a timely manner, however.
I wanna know it's coming to Texas.
No never mind. We've got Rick Perry. He believes in God.
One small pipe down...
It is literally hammertime! :)
http://www.cnn.com/video/flashLive/live.html?stream=stream3 Music of Your choice optional, it's rumored anything by Pink Floyd is good.
WFM: http://www.youtube.com/watch?v=qxaPj19VnRA#t=1m11s
E L:They are!We were just thinkin we might get a good deal on some of that crude so we can get them fixed cheaper! Heh Heh
GWS22B: Peak Pot Holes!
A TIDBIT FOR ALL
Just heard the details re: two other oil companies that had been negotiating with BP to participate in the blow out well. geology doesn't care about artificial boundaries we draw. It appeared the potential reservoir would lap over onto the other two companies' leases. As is often the case it's better to partner up and share the reserves than try to develop them separately. Called forming a voluntary unit. But after long negotiations BP decided to go forward without the other two companies involved. So the good news for those two companies: they don't have a share of the current problem. The bad news: the blow out is draining reserves off their leases. And they don't have a claim: Fed offshore rules are the same as Texas onshore rules: right of capture. Even if you can prove another company is producing reserves coming from your side of the lease line you don't share. Your only option is to drill your own well and compete for recovery.
Another heartbreaker: supposedly a Japanese company owns a 10% interest in the BP well. And this well was their first entry to offshore drilling. Welcome to the world of drilling risks.
Hi ROCKMAN
I had a question a ways back in the thread that never got answered by anyone. You have been very kind in the past with my questions so I was hoping you could take a quick look and comment. Thanks for all your valuable and very patient insights. Dave
http://www.theoildrum.com/node/6541/636618
Hard to imagine Dave and I don't have the analytical skills to put pencil to paper. But I once saw 16,000' of drill pipe completely ejected from an onshore blowout once. So could the flowing pressure from the well eject the DP if released from the shears? Certainly possible given some of the pressure estimates. Might fall to the bottom of the hole also. But if had to bet I would say ejection. Drill pipe is heavy but it also has some buoyancy at these depths. In fact when drilling with heavy mud they'll put extra heavy drill pipe at the bottom of the assembly so they can get enough weight on the bit.
The drill bit has nozzles on it which are significantly smaller the ID of the drill pipe. But oil/NG can still flow thru it. I haven't seen the details but I would bet they went in hole "open ended"...no bit on the bottom. They were displacing the mud so they would have wanted max flow rate for the salt water they were pumping down. Just my guess though.
As always Thanks very much Dave
This is their first in the GOM but I believe they have been in wells offshore Vietnam and perhaps Australia sometime back. Also heard from folks working the nearby areas.BTW, Anadarko is getting really hammered now too..
5:13 PM EDT **** ANOTHER PIPE HAS BEEN COMPLETELY SAWED THROUGH. OIL AND GAS CAN CLEARLY BE SEEN COMING THROUGH THE CRACK NOW.
I wonder if Oceaneering will be able to file an economic claim against BP.
Oceaneering has been doing the lion’s share of the ROV work at the BOP and risers. Conventional wisdom would think that with the increased exposure, across the board positive comments about their efforts, and the fact that they clearly had no part in the actual blowout, their stock would show a positive gain.
In fact from April 22 when the rig sank to April 26 their stock did rise over 3% but since then it has dropped more than 40%. As I was writing this it traded at 39.75, now back up to 40.37.
The only reason for this 1.5 billion drop in market cap for the shareholders of Oceaneering is due to the suspension of deep water drilling in the Gulf of Mexico – directly attributable to the BP blowout.
It's a rare situation when members of the Houston Petroleum Club and environmentalists are equally angry at a major oil company.
ROTFL
+10 best comment yet.
westaxas: (Thanks. I needed that.) I wonder if BP could use this as a defense. It sounds very Tony.
Their stock was 66 on April 22, now 40
I did my back-of-the-napkin model again and I still come up with a $5 billion lose of cash flow for all the contractors as a result of the 6 month moritorium. There will probably be some bleed over beyond that 6 month period as DW ramps back up. Just a guess but I would think Oceaneering's cash flow loss would be significantly less than their cap loss. If I didn't have such a bloody awful track record investing in the market I might buy some of them.
Assuming it ramps back up.
ROCKMAN or anyone else familiar with this aspect of the industry, are there any other publicly traded companies which provide roughly the same type and level of services as Oceaneering? If there are, and if they have not been hit as hard in the market as Oceaneering (which is entirely possible if a guilt by association effect has been going on), then a long-Oceaneering/short-CompanyX might make for a decent arbitrage opportunity.
any thoughts?
Based on the work I'm seeing done now (cutting off the smaller tubes around the riser) I think I see why the shear didn't work right. Ever try to cut rope with scissors, or cable with metal shears? A shearing tool that will happily cut through a 1/4" steel rod with no problem can be useless with a 14" stranded cable. The little wires kink and bend and bind in the shears, rather than cutting cleanly.
In a way, the riser's like a multistrand cable. I suspect they're clearing away the little pipes to get better access to the main pipe with the shear.
That's my read too. Clearing the auxiliary pipes out from around the main tube.
They're driving me crazy cutting too close to the linkage hook and straps and making non-understandable partial cuts. Best take a break and catch-up later.
The saw cut is so thin the blade keeps getting pinched when the ROV moves in the currents.
A grinding wheel would be easier to use, IMO.
After reviewing the video of an ROV cutting the small pipes attached to the outside of the the riser at 16:17 CDT, it occurs to me that the shear may have been attempting to crush the smaller pipes to block the flow of oil and gas allowing the ROV's to have visibility while cutting the smaller pipes away.
16:47 CDT ROV appears to be moving into position to make another cut in a small pipe.
16:48 ROV cutting small pipe beside a previous cut that penetrated most of the way through. Two ROV are working simultaneously on both sides of the riser near the section crushed by the shear earlier today.
The shear is back on its way down, so it looks as if they were clearing off a section of riser, so that the shear could 'just' cut the main Riser pipe. Seeing how little impact the shear made the first time. I wonder if there was some other problem, such as low hydraulic pressure or some such
Criminal Probe into BP Deepwater Oil Spill by US Attorney General
No targets named.
http://www.wwl.com/US-opens-criminal-probe-of-oil-disaster/7369582
Best Hopes for Justice,
Alan
Can we be sure that all the video feed is live? There is no date or time stamp on a lot of it. Yesterday I saw pop ups very briefly a couple of times and one option was "replay">
I know - there are delays in the feeds.
The heading/depth/... info was nice too.
The BP live video seems either ahead or behind the livestream WKRG feed.
If I stop the BP feed, I have to reload the page to get what I think is live.
another pipe just bit the dust, errr mud, about a minute ago.
Yep and if no laws were broken we will create some.I'll bet your definition of justice is interesting.
It is illegal to spill oil.
http://www.blm.gov/nstc/WaterLaws/pdf/Chapter8.pdf
DD: From 41.9 years of experience: "Justice is I win. Injustice is you win." That is all.
Yep and if no laws were broken we will create some.I'll bet your definition of justice is interesting.
E L: I know, huh.Heh. Heh. A dubious distinction at best.
woot!
Yay for those Schilling Titan 4 arms!
If he cuts through that new pipe while holding onto the left hand side, wouldn't the weight of the pipe drag the ROV down to the bottom?
Yes, I just watched that happen a few minutes ago. ROV hangs on to pipe while cutting it off, pipe gives way, ROV and pipe drop like a stone. ROV lets go of pipe before hitting bottom.
I gotta say, they should get an arborist (tree doctor) in to give advice on cutting through things that are weight-bearing. They're doing some stuff (like cutting on the compression side of the piece, causing saw jams) that is really costing them time and frustration.
Also, each ROV has dropped its saw at least once.
But still, huge respect for these guys. While everyone else in the world is wringing their hands, they're (virtually) down there *fixing* it.
There is at least one strap loosely wrapped around the entire riser to prevent a segment of small pipe from falling away after being cut. The ROV has to pull the segment of pipe out of the strap (straps?) and then drop it to the sea floor. By gripping the pipe the ROV is steading itself, not supporting itself. The ROV can remain stationary while holding the segment of pipe.
As for cutting on the compression side of the pipe, it can not cut on the other side because the main riser is in the way.
These ROV can lift about 1,000 pounds.
17:04 CDT. ROV has cut through one end of a small pipe. The ROV is gripping the small pipe to pull it away and has now dropped it to the sea floor.
17:08 CDT. The ROV is beginning a cut on the next pipe above the previous one.
17:25 CDT. After having difficulty reinserting the blade into the partial cut, the ROV has resumed cutting.
17:39 CDT. A light from the ROV working on the other side of the riser has been shining in the upper left hand corner of the video reducing visibility for the last 10 minutes. The ROV has cut through one end of the second small pipe causing it to shift position. The other end appears to have been cut already. The ROV knocks the cut section out of the straps to fall to the sea floor. Success on this side of the riser.
17:43 CDT. The ROV on the other side of the riser had moved away. I am not sure if it is finished cutting off the smaller pipes on that side.
E L: We'll probably fill them with coal!
Great watching the circular saw working. Would be interesting to see the operator controls. Seems to be able to deliver straight blade advance while being multi plane adjustable...edit: would be useless without that feature :D
Tough blade...wouldn't want to shatter one with an audience of millions !
Yeah, I agree it would be interesting to observe the operators in action. However, I'd be loath to thereby subject them to the amateur commentary from the back seat drivers who are otherwise posting in these threads. I think these folk are under enough pressure (pun intended, if you like). I'm fascinated by what they've been able to do to date.
I said the controls not the operators, we might put them off peering over their shoulders :)
I was wondering last night how the operators were communicating when they were working together on the same task. "ok, you hold that diamond saw steady while I move that strap out of the way.. well, over the top didn't work, I'm going to back up and try to drop it below"
I'd gotten the impression each ROV has it's own tender ship. I assume that's where the operator is too. Hope they all have good headsets to chat with each other.
typically the ROV tenders have pairs of ROVs.
see this page on BPs site:
http://www.bp.com/genericarticle.do?categoryId=9033657&contentId=7062373
The enlarged image of the upper graphic shows the ROVs.
Even the rigs have their pair of ROVs.
What a zoo!
n.b. the BP video feed is showing the big shear again.
I think you just hit on a past-time we could all engage in while watching the ROVs at work. Dub what the ROV operators are saying up top while working. ROCKMAN would probably be best at this game. Operator on ROV holding wire cutter as saw slowly advances across top pipe on BOP, "Umm...hey...Louie...can you come over and take the stick for a sec...I gotta hit the john real bad...Louie?...Louie????...LOUIE!!!!!"
On April 1st, if I had told you that I predicted that on June 1st, an out of control deepwater well would be flowing thousands of barrels of oil per day into the GOM and that we would be sitting around watching and discussing live video feeds of ROV's a mile below the ocean's surface desperately trying to contain the oil flow, most of you would have asked what I was smoking.
I wonder what will be happening on August 1st. . .
"I wonder what will be happening on August 1st. . ."
We may very well be doing the same thing we are today.
This is a legal question- perhaps some lawyers reading this might be able to answer. Since, 11 people died how can BP be held negligent with regard to the spill but not be charged with negligent homicide with regard to the people who died?
Not a lawyer, but probably because the law makes BP financially responsible in the event of a leak/spill where they have involvement, but the deaths of the oil workers are still being investigated in order to determine if criminal charges are in order.
Whether or not there are criminal indictments, there will almost certainly be civil claims made by the families, and BP will be one of the defendants.
It is likely that BP will be sued by most of the people on the DEEPWATER HORIZON (along with Transocean) for (civil) negligence. Whether BP has indemnity agreements with everyone else there is another question, which I can't answer.
As for your specific question, there are different standards for civil negligence and criminal negligence, the latter being much harder to prove. Otherwise, every time someone died in a car wreck, there would be a criminal prosecution. There is still a chance that any of the players could be charged. I assume they would be charged under federal law because they were in federal waters, but that may be off-base.
AB: Their mutual indemnity agreements could be an interesting Mongolian CF. The legal hours could be greater than the bbls of oil in the GoM. You can't have much ore fun than this.
Crazy,
It would depend on what state or federal law they were charged under, but the basic elements would be the same -- proving that BP's negligent conduct caused (i) the disaster; and (ii) the deaths. In the case of the homicide, however, BP would have a decent argument that there were "intervening" causes that cut off it's liablity.
That is -- in the case of the disaster, all of the BP employee's conduct will be attributed to BP as an entity (the Company man; the guys on deck; etc.) In the a criminal trial, however, BP could defend by saying (e.g.) even if the cement call (or whatever) was negligent, there were also 10 other causes, including mistakes made by the decedents themselves, that contributed. [NOTE -- I am not suggesting that I agree with this, but they would use it].
Also, a civil trial does not require a unanimous verdict; and a criminal trial has a much higher burden of proof. So--the evidence would be similar, but the defenses and burden would work in BP's favor on the criminal side. [Think OJ criminal trial vs. OJ civil trial]
I am a tort lawyer so I will be glad to add something about the burden of proof in criminal and civil cases.
In criminal cases the state must prove "beyond a reasonable doubt" that defendant is guilty of the charges against him. If proven, the defendant is subject to incarceration or a fine or both.
In civil cases there are two different burdens of proof depending upon whether punitive damages are awarded in addition to compensatory damages.
For anything where punitive damages can be awarded, (such as claims for intentional conduct, for malice, for reckless disregard for the rights of others, for gross negligence, and/or for bad faith), the the claims must be proven by "clear and convincing evidence." Punitive damages must usually accompany a verdict of compensatory damages and there must be a reasonable relationship between the two, except in rare cases, such as a violation of civil rights which often have next to no compensatory damages.
For compensatory damages, such as claims for ordinary negligence, or for breach of contract, or for breach of warranty, the claims must be proven by a "preponderance of the evidence."
In every jurisdiction, a criminal defendant must be found guilty by a unanimous verdict.
In many jurisdictions, civil liability can be imposed by less than a unanimous verdict (usually at least 10-2 or 5-1 verdict), but some jurisdictions require a unanimous verdict even in civil cases.
In every jurisdiction, a criminal defendant must be found guilty by a unanimous verdict.
http://www.law.umkc.edu/faculty/projects/ftrials/conlaw/jurysize.html
In Louisiana, we like our laws to be a little different.
Of course finding 12 people in Louisiana that were not prejadiced against BP will be difficult.
Best Hopes for a Legal Hanging,
Alan
So you happen to know whether Oregon and Louisiana still allow less than unanimous verdicts? These cases are quite old.
Yes, in Louisiana at least.
A decade ago I was on a jury for armed robbery. Victim saw gun wrapped in T-shirt, but clearly outlined and semi-visible through the cloth.
There is a slightly lesser offense in LA when someone thinks there is a gun, but there is actually not one. So I and another juror voted for the lesser crime, but 10-2 carried for guilty of armed robbery.
Alan
Alan: "Legal Hanging" You're slipping. Really vicious: hope they commit suicide.
ireece and crazy: I don't know about federal criminal law, but state criminal statutes frequently include "Negligent Endangerment" defined in my state as "negligently engaging in conduct that creates a substantial risk of death or serious bodily injury to another" as a crime. Focus on "creates substantial risk" and you be the jurors, where the standard for criminal cases is very high burden of proof to convict, because the you, the jurors, would decide this issue (probably).
The laws on negligent homicide generally speaking require a higher standard than simple negligence. Some, such as automobile laws, have been written to include such; they are seldom enforced however. That is why BP is so circumspect in what statements they make, what admissions they make, and the extent to which they agree to compensate or reimburse for expenses.
Also, since we are talking about a corporation, in order to get to the officers there must be a direct link of scienter, or knowledge, that there was a danger and it was disregarded.
I am heartened that the US seems to be investigating criminal culpability. That some execs have already taken the 5th is a sign that somewhere that link does, indeed, exist.
Best wishes for speedy prosecution.
Craig
My understanding is that taking the 5th was pretty much an automatic response in cases where criminal negligence in the violation of environmental laws is on the table, which it surely is here. I'm not sure that it means anything relative to the likelihood of criminally negligent homicide charges in this matter.
I heard a couple Transocean and one BP man on the rig took the fifth. But I also heard he did so againsts BP advice. Had not heard of any execs yet.
Looks like they will go after BP under envornment spill and migratory bird laws. I get the feeling ,given the situation, partners , MMS and drillingg contractor/operator roles, the gross negligence may be alittle more difficult to prove. What I mean is that even though some may question the casing program they may also show it and other things were accepted practices and had been approved by partners and MMS. It may, and I say may, not be quite as clear as a drunk sea captain. Of course there is the whole BOP issue amd testing.
BP right away has said they are the responsible party which even if there were no penalties, will easily be $10-15 Billion. Ouch. There goes their alternative energy investments. Anyobdy want their U.S. wind farms or solar stuff?
I read somewhere that once a criminal investigation is launched, BP must stop cooperating, in the interests of its shareholders. Is that true?
I read somewhere that once a criminal investigation is launched, BP must stop cooperating, in the interests of its shareholders. Is that true?
I'm not a lawyer but one difference is that a criminal conviction requires "beyond the shadow of a doubt" while a civil judgement requires a "majority of the evidence".
E L: Iknow where a nice little outcrop is. I,ll run and get my 8 lb sledge and a chunk of drill stem I use for a pry bar, and have those fixed in a jiffy. Just in time for tourist season!I'm gonna mix it with some baking soda and alfalfa and hope it holds!
Another pipe free -- now on to the riser pipe?
Two quick ROV questions...
1) what is the power source...electric or hydraulic? any details? The schematic for the pipe cutter shows a long line (assumed to be hydraulic) trailing away...what kind of pressures are used to overcome 5000 feet of line?
2) Admittedly, the ROV operators aren't likely to be drinking beer, but I accept that two guys fishing off the back of a boat will tangle their lines. How do the 10 (?) sets of lines not get all wound up 5000 feet down? The ROVs seemed to do a lot of twisting and turning to inspect the cuts.
-dr
The ROVs are lowered in a cage which is connectred to teh surface with an umbillical.
When at depth the ROVs exit the cage and connected back to the cage with a teather (transmitting pwer etc)
So long as you position your cages correctly there should be no worries about entangling the umbilicals and theathers.
The ROVs are lowered in a cage which is connectred to teh surface with an umbillical.
When at depth the ROVs exit the cage and connected back to the cage with a teather (transmitting pwer etc)
So long as you position your cages correctly there should be no worries about entangling the umbilicals and teathers.
The ROVs are lowered in a cage which is connectred to the surface with an umbillical.
When at depth the ROVs exit the cage and are connected back to the cage with a teather (transmitting power etc)
So long as you position your cages correctly there should be no worries about entangling the umbilicals and teathers.
E L: I may be on the verge of a revolutionary design mix here! I wont be able to use bentonite, as it will be all mined out and below the GOM. There is a settling pond full of fly ash not far from here, though! Geez! I better get the team harnessed up while I'm at it!
GWS22B: In the interest of a sustainable environment, I suggest you mix it with 1/2 cattle crap. It's readily available in unlimited quantities in WY. [I hope the PTTB delete our meanderings as a lesson to us all.]
MMS issues 6 month Moratorium on further deepwater (ie>500ft) drilling. All operations are to cease post haste.
http://www.gomr.mms.gov/homepg/regulate/regs/ntls/2010NTLs/10-n04.pdf
Another blow to the south Louisiana economy and unemployment.
Presumably BP would be legally responsible for making good losses resulting from such secondary shutdowns, as well as the obvious costs (?)
The test is whether the secondary losses were reasonably foreseeable.
BP attorneys will have experts up the gazoo who say, "No." Plaintiff experts will be excluded for 'bad science.' Happens every day!
Craig
Craig: The technical term is "junk science." Get used to it. If I say "Peak Oil" where I live in Real America, I hear "junk science" as a irrefutable retort.
Section of pipe now clear of all ancillary tubing...shears coming back in view!
And this from the Houston Chronicle - editorial re: DOJ investigation:
"It's not exactly a surprise that a criminal investigation is underway. As one attorney in the case told me last week the real question wasn't if there would be one, just if it would extend beyond the corporations to individuals."
http://blogs.chron.com/newswatchenergy/archives/2010/06/doj_opens_crimi.html?utm_source=feedburner&utm_medium=feed&utm_campaign=Feed:+houstonchronicle/newswatchenergy+(NewsWatch:+Energy)
I think BP should be playing the soundtrack from Jaws as the hydraulic shear came into view.
Whale Oil: And for BP's stock, I would suggest Chopin's Piano Sonata No. 2, 3rd movement, commonly called... The Funeral March.
17:49 CDT. A view of the shear near the oil and natural gas plume is being shown. I think it is being slowly lowered to the riser, but without fixed reference points in the background, it could be stationary.
17:53 CDT. The shear is definitely being lowered to the riser and positioned around the area where the smaller pipes were cut away.
At about 17:54 the riser appeared in the background of the shears, looks like another cutting attempt is being made.
18:37 cutting tool being aligned on riser for cutting attempt.
THE CLAW! THE CLAW!
And so the shear moves into position.
Man, it's like a ballet down there.
Here comes the shear again. Fingers crossed...
shears coming down again
I know they've calc'd the upward floation offered by the skyhooks (opps, bouancy devices) but stil, the thought of the weight of that riser falling when cut gives one pause - yanking the entire BOP over
Another BP engineering achievement.
Square peg, meet round hole.
Why do I get the aweful feeling they've just called it a day and are headed out for beers?
..ah, they are testing it.
hope they did a test cut on a section of riser lying on the seabed
I think I read a comment earlier somewhere where it was suggested that lowering the LMRP down onto a high pressure gush wouldn't be too easy, especially if there's a lot more oil escaping once they've cut the riser off.
I'd like to suggest that before they cut the riser off and before it all gets lost in a black fog, they should attach some guide cables to the BOP, which they could just leave hanging about for now but could be picked up by the ROVs at the moment they are needed and used to guide the LMRP down.
I'd have posted this direct to deepwaterhorizonresponse but I think it might be more likely to find its way to the bods at the frontline (if it's worth their consideration) quicker by posting here!
Sorry this is out of sync, but it took me a while to track down these numbers after reading the comment BP hadn't improved its oil spill methods much since it basically ran the Exxon Valdez clean-up. Having read Rockman's pointed 'no comment' which I inferred to mean BP cut corners, it made sense to me, to "follow the money."
If I've got this right, it works out like this.
Check my numbers and fix 'em if they need it.
Spill fine cap: $75,000,000
BP Profit 2009: $14,000,000,000
Fine Percent of Profit: 0.5357%
Median American Income (over 18yo) $25,149
Tax Burden (avg) 26.9%
Median income after taxes: $18,383
Equivalent Fine (.5357%) $98.49
To BP, that $75 million cap is less than the first time fine for speeding in all except 5 states.
I will also add that in this state (PA), and probably most others, the 'court' costs are as much as the fine if not more. Fine and costs are usually a total of $300 to $600 around PA, but then we are cheaper. I see some states' fines start at $1,000.
Spills?, Fines? By the numbers, for BP that cap is just a cost of doing business. I would think that before DH, they even viewed $75 million as 'chump change.' I think their fine is tax deductible as well...(check that)
I think it was Alan that said that taking anything BP says with a grain of salt was wise because BP is a 'convicted felon.' Fines are a cost of doing business. So is lying. And how long did it take to see the other side of that riser and that huge plume. The Norwegian boats that helped in the initial rescue said they knew within two days, BP was underplaying the size of the spill. The Nords were on ROV cameras as well. BP killed the ugly feeds.
If corporations have a persona and free speech, their CEOs, and their boards should start doing jail time. There should be a 'corporate felon' as well--meaning 'you are out of business for 1-3 years--5 years.' Does that look like a death sentence to your corporation? Too bad. The investors will lose money...too bad, they shouldn't have hired you--the board should have watched you more closely...yes, you can jump to another big company after you killed this one...if they'll have you. Bet the concept would clean up Wall Street in a hurry as well......
Too big to fail is a bogus concept--any business can be sliced and diced.
I wouldn't be surprised if some other oil companies have put together 'think teams' to consider their options if BP goes the way of Deep Horizon.
Sorry if this is a soapbox, but if you don't make the price of cutting corners expensive, then, it's only good business sense to cut corners. And even with the GOM disaster, cutting corners makes sense because GOM disasters are rare. If you don't make screwing up a frequent and losing proposition, then cutting corners will always be the corporation's first choice. And you, will be eating an unpalatable version of 'oysters Rockefeller' often...
I learned on the farm, "You either ride the horse, or it rides you." I don't think that concept has changed all that much.
jw
PS Kudos, to all of the regulars, HO, Gail, Nate, Rock, Prof, OFM, Alan, oxidated, FM, there are so many names whose comments I almost need to see to form an opinion.
.
18:23 CDT. The shear has been dangling over the riser for the last 30 minutes. The claw was closed and then opened.
18:34 CDT. Finally the shear is being positioned around the riser.
18:36 CDT. The ROV is maneuvering to the side of the shear away from the BOP. The shear is positioned very close to the end away from the BOP where the smaller pipes were cut off.
18:38 CDT. The ROV has returned to the BOP side of the shear.
18:47 CDT. The ROV continues moving around inspecting the shear whose jaw is not perpendicular to the length of the riser. Maybe BP is going to cut it diagonally. The ROV is on the side of the jaw with the blade. The other side is blunt.
18:56 CDT. The jaw of the shear clamps around the riser.
19:13 CDT. The shear is crushing the riser and some dark material is drifting up from the far side of the jaw.
19:14 CDT Dark material is ejecting from the near side of the riser blocking the view of the shear. The material is shooting downward with force, expanding and then rising into a plume.
19:17 CDT. The part of the riser away from the BOP is at an angle to the other side and has apparently severed off. A big black cloud completely envelopes the shear.
19:19 CDT. The cloud clears on this side making the shear visible again.
19:26 CDT. The shear continues to clamp down. The left side of the shear is mostly shrouded in a black cloud
19:29 CDT. The shear releases its grip, slides along the riser in the direction of the BOP and rises up clearing the riser. The dark cloud of ejected material obscures the view of the apparently disconnected part of the riser.
19:32 CDT. The ROV shows a view of the BOP along the riser. Material is still being ejected from the holes at the kink above the BOP.
Looks like success.
19:39 CDT. The ROV is moving toward the diamond wire saw attached to the top of the BOP.
.
That thing is going to snap that pipe like a tooth pick!
dang, aren't they going to support the riser between the cut and the BOP?
Ya'll forgive me if this has been talked about before...but with the amount of pressure in that riser and the "relative" low tension of the wire saw is the wire going to get sucked off the saw into the pipe...or is is small enough to ride through the flow?? I will go back in my hole now...
And why not crimp the pipe and not cut and try top kill again...ha...I will really shut up now.
I'm wondering about back-pressure when the shear machine starts to squeeze down on the riser.
There is an 'observation' ROV which has been on station behind the wire cutting ROV for some time, and it is now clamping itself onto the back of the Cutting ROV. It can be seen on the CNN live feed. This observation ROV has a black box added which obscures the view of the camera. I wonder if this is that an 3D acoustic imager, to allow positioning of the LMRP bottom clamp on the BOP riser stump flange, in zero visibility, which is going to occur as the LMRP lower unit descends onto the oil-gushing stub. The best video I can find of the shear ROV is at
http://globalwarming.ouse.gov.spillcam
I have been watching this shearing operations for maybe a hour now. I saw part of the sawing operation before that. Nothing like a live shot 1 mile under the sea.
Amazing stuff just to sit back and watch at our computer screens.
Looks like they are clamping down now...
It can't doooo it!!
As Tim Allen would say More Power!!!! I see leaking oil, looks like it's working!
Wow, even after they strip away the smaller pipes, they seem to be flailing on shearing the riser.
Oil flow!
This thing eats slower than a snake, it is biting it or waiting for it to digest in it's mouth?
Looks like their giant nail clipper is no match for the DrilQuip marine riser + drill pipe, even with the choke and kill lines cut away. Either their HPU is undersized or their engineers have badly under-estimated the required shear loading.
Get the damned diamond cutter and get on with it....
Cue the dispersant pump, and double up on your Nalco stock!
Oil leaking from the cut!
Sucess ! ??
Is the hydraulic line for the shears coming from top side? (5000 ft up)
I wonder if that length of hose would prevent the proper shear pressures from being reached?
It also appears to be deforming the riser. Maybe they should regrip it and take another wack at it from another angle.
8:15 PM EDT UPDATE ****** OIL AND GAS IS NOW VISIBLE COMING FROM PIPE AS GIANT SHEAR MAKES MOVE!!!
Oh ye, of little faith!
Where did the left side of the pipe go? Did anybody see it fall away?
Yep, I saw the riser on the left side of the image drop in real time.
SHEAR SUCCESSFUL!
Completely cut off
AT last the shear with only one end of the riser:
I'm afraid that this well is going to really start flowing like a bastard when they cut that kink away. Here's hoping that they can land their dodgy version of a LMRP and contain it, otherwise they will just have made the situation worse.
This is just trying to make the best of a bad situation. The leak at the riser kink has been getting worse all month. Do nothing and all the oil will be coming out there anyway. They are just trying to get a good place to set a better capture tube, building on what they have learned already. They couldn't capture the oil with the riser in the way - so cut it off, all the oil leaks in one spot and its a spot with something they can anchor to - the flange below.
The well is hosed - in very bad shape and may not be able to take the pressure a true valved connection would make - so just wish them luck is my advice.
It's amazing to see this live. I didn't think the shearer could make it but then I saw oil coming out at the cut and not much later the left part of the riser suddenly dropped to the sea bed.
Now to watch the wire saw cutting of the remainder of the riser and drill pipe.
Does it look like more oil is coming out now or not (after the cut)?
CUT by name, hopefully cut by nature, with Black Box ROV hangong on to rear
Sonar 2D or £D imaging balck box(?). On further thoughts this would be to image the sceen when the wire cutter reaches the point where oil coming out of the cut obscures the view.
Sometimes visile on the CNN picture (not above), two red dots from a laser range fixing pair of beams
Not sure what's wrong, my internet (which is often substandard) or TOD site - lots of DNS errors and several posts I put in don't seem to be in the Comment's section.
People new to this site should try
http://www.aspousa.org/index.php/2010/05/195-californias-or-74-texases-t...
I too have been locked out of TOD several times tonight on refreshes and replies. :^(
I keep noting comments that seem to assume high velocity in the pipe as well as high static pressure or high flowing pressure.
Could someone give a projected current restricted flow and the projected unrestricted flow with the riser and drill pipe cut off at the top of the blowout preventer. Feet per second, meters per second, miles per hour, whatever.
I suspect some of the worries about deflection of the LMRP by the unrestricted flow are unfounded.
I keep noting comments that seem to assume high velocity in the pipe as well as high static pressure or high flowing pressure.
Could someone give a projected current restricted flow and the projected unrestricted flow with the riser and drill pipe cut off at the top of the blowout preventer. Feet per second, meters per second, miles per hour, whatever.
I suspect some of the worries about deflection of the LMRP by the unrestricted flow are unfounded.
Wire Cut-off of BOP top has actually started
So do we expect to see oil shoot out as soon as the side of riser is punctured? Or if it doesn't does that indicate that (perhaps)the oil is coming up the DP only?
From the mobile view the ROV just gave us, I expect we should see oil leak from the cut very soon.
an image of our intrepid ROV operators ...
http://i.huffpost.com/gadgets/slideshows/7179/slide_7179_95375_large.jpg...
How long do you think this diamond wire cut will take? ...and it probably has to cut the 3.5" drill pipe also...several hours? All night?
thx... nice to see they look so young and alert, not far from a time where they were spending hours on end playing video games. Good training..
Some had wondered if they would support the riser between the shear and the BOP. After the shear cut the riser, they panned the camera towards the BOP, and a sling under tension could be seen about halfway along the length of the riser.
I'm not sure, but I think the long delay between the time when the shear first began to clamp down on the riser and when the first tendrils of oil began to appear was when they positioned and tensioned the riser support sling.
my error - the lines were there all along, and I'd thought they'd decided to cut the riser much closer to the BOP - tho they .....
oil from the wire cutter!
I wonder if that is even cutting, cant really see. I could see this thing cutting all night at this rate though. Doesnt look like it has moved at all.
...think the wire is cutting on the far side, away from the camera...that would make sense, so they can raise the bent riser to keep the wire from getting pinched as the cut progresses...thus the tension on the sling supporting the sheared riser...
The wire is to the right of the riser in the side view, i.e. between the riser remnant and the big yellow box on top of the cutter. When the cut nears completion, the riser remnant will pull to the left, opening the cut *away* from the wire. Otherwise the wire would bind and/or break. If anything they will (very gradually) release tension on the straps holding up the remnant.
If you have ever cut pipe with a saw you would remember that when the saw starts it must cut across a broad swath of metal and proceeds slowly at first - but when the wall is breached and the saw can work on the two thin edges it cuts much more quickly. So you can expect that the cut will proceed rapidly when the wire enters the pipe - until it encounters the drill string (pipe) within - then it will slow again until it breaches that wall too, then speed up a bit, then slow as it cuts through the back wall of the DP, then speed up till it hits the back wall of the riser.
Lets hope that the drill pipe is held firmly in the BOP - or things could get ugly and it will be very hard to see because of the oil spewing everywhere...
I think the portion of the DP that is bent over in the riser will hold the DP in place even if the BOP is not clamping it properly. I think the cut will progress nicely. Amazing watching this in real time.
If there is upward pressure on the DP and it is not held firmly in place it will pinch the wire saw when the cut gets ~2/3 of the way through it. If that happens they will have to try a different cutting tool. Did you see it already stopped once - not sure if it jammed or if they were just checking progress without all the oil flowing along the wire.
Seems like their running plenty of cutting oil.
Sure is blowing a lot of that stuff!! Wonder how methane is as a lubricant?
Don't know (but we're in the right place for such questions) Some have commented the oil looks less gassy. I sure hope this works. Hydrates would be a bugger in 5000 ft. of pipe. What's your sense on the feasibility?
Oil is now coming out of the cut.
how is this not a 'made for tv' movie? they can capture 10k/day, best? a tenth of the total flow? this is like wile e. coyote chaining up the front door of the house, pounding in crossbeams and nails, while the entire blown off back end of the place is completely exposed to the elements. this is bath tub theater. the real action is 1,000' below the surface.
http://online.wsj.com/article/SB1000142405274870487560457528013357716426...
wire-cutting ROV in cloud of oil from cut
bout 20-30% of the way through
Tue Jun 1 20:53:58 MDT 2010
The live video is showing
a close up of the cut.
It looks like there are two
channels being cut -- the
wire seems to jump up and
down.
Is this the way it it is supposed
to be?
Might the wire jump the pulley?
Looks like the cut is going well. I'm happy to see not so much oil and have been quietly hoping that the velocity of the jet will tend to set up a venturi effect that actually pulls seawater in once they set the LMRP in place...
The diamond cutter stopped for a while. I thought it broke or something. They moved the video ROV to get a better viewing angle. It is better to observe the cutting.
The real question is whether that diamond saw goes flying away once they cut the riser completely off. Let's see, the water pressure must be about 2300 psi at that depth (15# every 33') and the oil / gas has no trouble blowing through that, let's say coming out at 10-15K psi? I don't see what they've clamped down the saw machine (cleverly named CUT), but am very interested if it can hang on in the hurricane it will soon face. Let's not forget the riser pipe is 1" thick walled and 20" diameter, that's an impressive saw to lose. Fascinating video today.
BTW the TOD site was dead for about 1 hr on my ISP. Was that just from the traffic or what?
Too much traffic - the big shear job, etc.
There is not 10-15k psi in there - unless the interior of the drill pipe has a surprise. It will be just like it is now, only more so, with oil billowing everywhere. They won't lose the saw... but they might stick the wire and fail to complete the cut - that is the main problem I can imagine.
Good observation: the last bit of the cut is always the hardest part.
Does anyone know if they're cutting between the flanges of the LMRP and the riser? If so, then snapping that last bolt will be clean.
It appears to me that they're making the cut into the riser itself, a few inches above the flange. If I'm correctly interpreting the illustrations of the LMRP containment cap, it's gasket will press against the cut section of the riser while there will be some sort of clamps that will hook under the doubled-up flanges to hold the cap in place.
I see better now, they've got it clamped onto the flange like a big vice grip. Those struts look pretty flimsy to me though. You say the psi isn't that high, but the oil velocity is having no problem overcoming the water column weight. I don't have enough data to run Navier Stokes here but given the cold of the water, the (probable) heat of the oil, guessing viscosity is around 80-90 because of the cold water and pressure. All the long camera shots showed the oil plume heading upward at very high apparent speed, I was already figuring autogenic drive from the natural gas, but again, it is overcoming tremendous downward force, with ease. This isn't a fart in a bathtub, 100 cubic feet of gas at STP would be about a cubic centimeter down there.
I see better now, they've got it clamped onto the flange like a big vice grip. Those struts look pretty flimsy to me though. You say the psi isn't that high, but the oil velocity is having no problem overcoming the water column weight. I don't have enough data to run Navier Stokes here but given the cold of the water, the (probable) heat of the oil, guessing viscosity is around 80-90 because of the cold water and pressure. All the long camera shots showed the oil plume heading upward at very high apparent speed, I was already figuring autogenic drive from the natural gas, but again, it is overcoming tremendous downward force, with ease. This isn't a fart in a bathtub, 100 cubic feet of gas at STP would be about a cubic centimeter down there.
btw - the saw is clamped around the riser flange.
not a name, product placement ;-)
Cutting Underwater Technologies
http://www.cut-group.com/index.asp
Oh, and if any of you folks happen to need a big shear ...
the rental place:
http://www.btiservices.com/index.php?page=hose-reel-support
(the shear in the pic looks like the "small" model)
n.b there is a similarly named outfit BTI -> Breaker Technology, Inc., but their shears are wimpy compared to the big Genesis shears. http://www.rockbreaker.com/
Similar logos, "BTI" and "BTi" with a big blue dot.
the manufacturer:
http://genesisattachments.com/
Graphic shows BP's next strategy to halt Gulf oil leak